Das Schutzgas ist einer der wichtigsten Parameter beim WIG-Schweißen. Wir wissen, dass beim WIG-Schweißen hauptsächlich Ar und CO2 als Schutzgas verwendet werden. In vielen Anwendungen kann O2, H₂, He oder N₂ hinzugefügt werden, um die Schweißqualität zu verbessern. Neben Argon kann auch Helium oder ein Gemisch aus Argon und Helium als Schutzgas für das WIG-Schweißen verwendet werden. Heute werden wir die Schweißleistungen dieses Gasmediums vorstellen.
Helium (He)
Mit dem Lichtbogenschweißen können fast alle metallischen Werkstoffe geschweißt werden.
1) Er hat ein hohes Ionisierungspotenzial, das die Lichtbogenzündung erschwert und beim Schweißen eine schlechte Lichtbogenzündung bewirkt.
2) Die Wärmeleitfähigkeit von Helium ist fast 8,8-mal so hoch wie die von Argon, so dass mehr Wärme von der Lichtbogensäule nach außen verloren geht. Bei gleichem Schweißstrom und gleicher Lichtbogenlänge ist die Spannung des Heliumlichtbogens viel höher als die des Argonlichtbogens, so dass der Lichtbogen mehr Leistung hat und mehr Wärme auf das Werkstück übertragen wird. Gleichzeitig hat das Heliumgas eine gute Kühlwirkung, und die hohe Energiedichte, die Lichtbogensäule ist dünn und konzentriert, so dass das Werkstück eine große Einschmelztiefe hat.
3) Die Dichte von He ist gering, nur 0,14 mal so hoch wie die von Luft und 0,1 mal so hoch wie die von Argon. Daher muss der Schweißbereich wirksam geschützt werden, da die Strömung von He viel größer ist als die von Argon.
4) Helium ist teurer als Argon, weniger kuschelig und wird meist in besonderen Situationen verwendet, z. B. beim Schweißen von Kühlstäben für Kernreaktoren oder dicken Aluminiumlegierungen.
Gemischtes Gas
Auf der Grundlage von Einkomponentengas kann die Zugabe einer kleinen Menge eines Gases in einem bestimmten Verhältnis die Form und die Energie des Lichtbogens verändern, die Formgebung und die mechanischen Eigenschaften der Schweißnaht verbessern, die Schweißeffizienz erhöhen und die Spritzer reduzieren. Zu den heute üblicherweise verwendeten Mischungen gehören:
1) Ar + He
Das Verhältnis dieser Inertgase ist Ar+ (50%-70%) He. Es zeichnet sich durch eine stabile Lichtbogenverbrennung, eine höhere Lichtbogentemperatur, eine höhere Wärmeentwicklung der Schweißteile und eine Einbrandtiefe aus, die fast doppelt so hoch ist wie beim Argon-Lichtbogenschweißen.
2) Ar + H₂
Im Allgemeinen werden etwa 5% H₂ zugesetzt. Wasserstoff hat eine hohe Wärmeleitfähigkeit und Reduktionsfähigkeit, die die Lichtbogentemperatur erhöhen und die Wärmezufuhr des Werkstücks verbessern kann. CO-Poren in Schweißnähten können beim Schweißen von Nickel und seinen Legierungen beseitigt und verhindert werden.
Die Eigenschaften der üblicherweise verwendeten Schutzgase
,
https://www.weldermetals.com/wp-content/uploads/2020/11/61.png350500SCHWEISSMETALLEhttps://www.weldermetals.com/wp-content/uploads/2020/10/LOGO1.jpgSCHWEISSMETALLE2020-11-07 13:39:002022-05-02 14:30:11Schutzgas für das WIG-Schweißen
Die nichtrostende Stahlsorte TP310HCbN, auch HR3C-Stahl genannt, hat eine viel höhere Festigkeit als herkömmliche nichtrostende 310-Stähle, die fein verteiltes M23C6 und NbCrN enthalten. Die chemische Zusammensetzung 25Cr-20Ni bietet eine viel bessere Dampf-Oxidationsbeständigkeit als 18Cr-8Ni austenitische nichtrostende Stähle. Der austenitische hitzebeständige Stahl TP310HCbN wird häufig in Überhitzer- und Zwischenüberhitzersystemen mit Betriebstemperaturen von über 620℃ in ultra-superkritischen Wärmekraftwerken eingesetzt. Diese rauen Bedingungen erfordern, dass der Stahl und seine Schweißnaht eine ausreichende Hochtemperaturbeständigkeit, Kriechfestigkeit, Korrosionsbeständigkeit und Dampfoxidationsbeständigkeit aufweisen. In einigen Fällen kommt es bei der Konstruktion häufig zu thermischer Rissempfindlichkeit beim Schweißen, zu Spannungsrisskorrosion in der Verbindung und zu Versprödungstendenzen bei der Alterung der Verbindung. Die Praxis zeigt, dass Nickelbasiswerkstoffe Austenit-Schweißwerkstoffe sind in der Technik weit verbreitet, um TP310HCbN zu schweißen.
Schweißbarkeit von 310HCbN(HR3C)-Stahl
In Bezug auf die chemische Zusammensetzung (siehe Tabelle unten) wird HR3C-Stahl durch die Begrenzung des C-Gehalts und die Zugabe von 0,20% ~ 0,60% starker Karbonitridierung zur Bildung von Nb und 0,15% ~ 0,35% N gebildet. 25Cr-20Ni-Stahl wird durch die Ausscheidung der intermetallischen Nb-Verbindung NbCrN und Nb-Kohlenstoff, Stickstoffverbindung und M23C6-Karbide verstärkt. Die mechanischen Eigenschaften des Stahls bei Raumtemperatur, die Zugfestigkeit und Streckgrenze sind 750 MPa bzw. 373 MPa, und die Dehnung nach dem Bruch ist 45%.
Die Testergebnisse zeigen, dass bei der Verwendung von ERNICR-3-Draht die Schweißverbindung häufig im Schweißgut bricht; die Schweißverbindungen von ERNICRMO-1 und ERNICRMO-3 brechen häufig im Grundwerkstoff. Daher werden die Schweißwerkstoffe ERNICRMO-3 und ERNICRcomo-1 empfohlen.
Klassen
C
Cr
Ni
Nb
N
Si
Mn
P
S
HR3C-Basisstahl
≤0.1
12.0-27.0
17.0-23.0
0.2-0.6
0.15-0.35
≤1.5
≤2.00
≤0.03
≤0.03
ERNiCr-3
0.016
20.65
73.2
2.6
/
0.09
3.2
0.001
0.001
ERNiCrMo-3
0.01
21.8
64.8
/
/
0.06
0.02
0.006
0.006
ERNiCrCoMo-1
0.08
22
55
/
/
0.1
0.1
0.002
0.002
HR3C-Stahl und die Chemie seines Schweißmaterials
In der Hochtemperatur-Performance, als Folge der langfristigen Alterung zwischen den winzigen Metall NbCrN sehr langsame Wachstumsrate und M23C6 Phase Dispersion Niederschläge (haben eine gute organisatorische Stabilität), die eine gute Stärkung Wirkung haben, und erscheinen schädliche Sigma und Cr2N Phase Wahrscheinlichkeit ist klein, so dass die HR3C Stahl hat eine hohe Hochtemperatur-Kriechbruchfestigkeit und hohe zulässige Spannung. Gleichzeitig verbindet sich das Cr-Element leicht mit Sauerstoff auf der Oberfläche des Materials, um eine Cr2O3-Oxidoberfläche zu bilden, die die kontinuierliche Oxidation des Stahls verhindert, so dass der Stahl eine bessere Hochtemperatur-Dampfkorrosionsbeständigkeit und Rauchgaskorrosionsbeständigkeit aufweist. Er eignet sich für die Endrohre der Überhitzer- und Zwischenüberhitzerteile von ultra-überkritischen Kesseln mit Dampfparametern von 621℃ und 31MPa. Der Lieferzustand des Stahls ist lösungsgeglüht (1200℃ für 30min), das Gefüge ist Austenitmatrix + feine Dispersionsverteilung der ausgefällten Phase (M23C6, NbCrN, etc.). Dies bedeutet jedoch nicht, dass in allen Fällen eine zufriedenstellende Verbindungsleistung erreicht wird. Die Forschung zeigt, dass die Hauptprobleme bei der Schweißbarkeit des Stahls folgende sind:
1. Empfindlichkeit gegenüber heißem Riss.
Das Gefüge von reinem Austenit neigt stark zur Bildung von Heißrissen beim Schweißen, d. h. zu Kristallisationsrissen im Schweißgut, zu Hochtemperaturverflüssigungsrissen in der Wärmeeinflusszone (HZZ) des Schweißens oder in der Wärmeeinflusszone der vorderen Lage in der hinteren Lage des Mehrlagenschweißens sowie zu spröden Hochtemperaturrissen, die in der HZZ unter Spannung aufgrund unzureichender Plastizität entstehen. Dies hängt vom Gehalt an Verunreinigungen im Grundwerkstoff und der Zusammensetzung des Schweißzusatzes ab, insbesondere von Schwefel und Phosphor. Obwohl die Tendenz zur Bildung von Heißrissen beim Schweißen wegen des geringen Gehalts an Schwefel- und Phosphorverunreinigungen in der Schweißnaht und im Grundwerkstoff nicht sehr groß ist, können Kristallisationsrisse besonders leicht im Lichtbogenteil und in der Lichtbogengrube der Schweißnaht auftreten.
2. Spannungskorrosionsrissempfindlichkeit von Verbindungen.
Schäden, die durch Spannungskorrosion verursacht werden, sind in den Kohlekraftwerken häufig zu hören. Der Temperaturbereich von Cr-Ni austenitischen Stahl am anfälligsten für Spannungskorrosion ist 50 ~ 300℃, nach dem Schweißen der Verbindung zum Kessel Heizbetrieb während der Zeit, die Schweißnaht ist anfällig für Spannungskorrosion Risse. Die Ergebnisse zeigen, dass das Spannungskorrosionsverhalten von HR3C-Stahl-Schweißverbindungen in NaCl-Lösung deutlich zunimmt, was darauf hinweist, dass Cl- einen großen Einfluss auf die Spannungskorrosionsempfindlichkeit der Verbindungen hat.
3. Versprödungstendenz der Verbindungen durch Alterung.
Kesselüberhitzer- und Zwischenüberhitzer-Bauteile aus HR3C-Stahl können bei Temperaturen von bis zu 650℃ oder darüber betrieben werden, also genau in der Ausscheidungstemperaturzone der austenitischen intermetallischen Phasen wie σ-Phasen. Eine geringe Menge der σ-Phase in der Verbindung führt zu einem starken Rückgang der Kriechbruchfestigkeit und der Plastizität und beschleunigt das frühzeitige Versagen von Schlüsselkomponenten.
Zusammenfassend lässt sich sagen, dass die Hauptprobleme bei der Schweißbarkeit von 310HCbN-Stahl die Hitzerissempfindlichkeit von Schweißverbindungen und die Spannungsrissempfindlichkeit von Schweißverbindungen sind. Gleichzeitig sollte die Tendenz zur Alterungsversprödung der Verbindung nicht außer Acht gelassen werden. Die Auswahl hochwertiger und geeigneter Schweißwerkstoffe und die Optimierung des Schweißprozesses sind wichtige technische Mittel zur Kontrolle und Verbesserung der Schweißbarkeit des Stahls. Seine Schweißbarkeit entspricht der von TP347H, und es sind passende Schweißzusatzwerkstoffe erhältlich.
Technisches Beispiel für das Schweißen von 310HCbN-Stahl
Beispiel 1
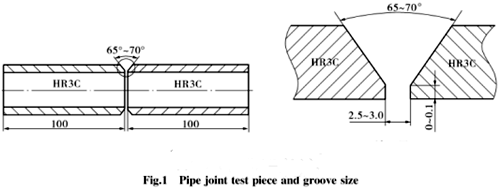
Es gibt 198 310HCbN-Stahlschweißverbindungen am Überhitzer der ersten Stufe und am Überhitzer der zweiten Stufe eines 1000MW ultra-superkritischen Wärmekraftwerkskessels, darunter 66 Überhitzer der ersten Stufe mit einer Spezifikation von φ48mm×9,5mm und 132 Überhitzer der zweiten Stufe mit einer Spezifikation von φ 60mm × 4,2mm. Die Rohrverbindung ist eine 65°V-Nut-Stoßverbindung, wie in der Abbildung dargestellt. Verwendung von φ 2,4mm ERCrNI-3 Draht auf Nickelbasis, strenge Zwischenlagentemperatur und Schweißprozessparameter. Die Schweißverbindung hat die Prüfung des Aussehens und die Strahlenprüfung erfolgreich bestanden, und die Schweißqualität wurde als 100% qualifiziert.
Beispiel 2
SA213-TP310HCbN-Stahl wird mit Nickelbasisdraht ErNiCrCoMo-1 geschweißt. Beim Installationsprojekt des Ofens Nr. 3 einer ultra-superkritischen 2×660-MW-Anlage wurden der letzte Überhitzer- und der letzte Zwischenüberhitzerauslass-Übergangsabschnitt aus HR3C-Stahl hergestellt, und die Spezifikationen waren 47,6 mm × 9 mm, 41,3 mm × 8 mm, 52,2 mm × 5 mm und 63,5 mm × 7,3 mm. Die Rohrverbindung ist eine Stumpfverbindung mit einer 60° bis 70° V-förmigen Nut (insgesamt 1546 Schweißstellen, horizontale Schweißpositionen). Sie gewährleistet nicht nur die Schutzwirkung der Argonfüllung an der Wurzel der Schweißnaht, verhindert das Oxidationsphänomen an der Wurzel, sondern beseitigt auch den konkaven Defekt der Wurzelschweißnähte und gewährleistet ihre gute Ausbildung. Die Verbindung wurde mit 100%RT getestet, und die erste Durchgangsrate erreichte 98,6%.
Beispiel 3
Die Schweißverbindungen aus Thermanit 617 und YTHR3C-Draht wurden auf die Hochtemperatur- und Kurzzeitfestigkeit von HR3C-Stahl geprüft. Das Schweißmaterial YT-HR3C wird von Nippon Steel Sumitomo Welding Industry Co. LTD hergestellt, ist teuer und muss importiert werden. Zwei Arten von Schweißdraht (YT-HR3C und Thermanit 617) wurden einer Kurzzeitfestigkeitsprüfung bei hohen Temperaturen (550℃, 600℃, 625℃, 650℃) unterzogen. Die Ergebnisse zeigen, dass die Kurzzeitfestigkeit der mit der Nickelbasislegierung Thermanit 617 geschweißten Verbindung höher ist als die von YT-HR3C, und dass der Zugbruch der ersteren Probe im Bereich des Grundmetalls liegt, während er bei der letzteren in der Schweißnaht auftritt.
https://www.weldermetals.com/wp-content/uploads/2020/10/LOGO1.jpg00SCHWEISSMETALLEhttps://www.weldermetals.com/wp-content/uploads/2020/10/LOGO1.jpgSCHWEISSMETALLE2020-08-01 03:11:002022-05-02 14:30:12Wie schweißt man TP310HCbN(HR3C)-Stahl?
https://www.weldermetals.com/wp-content/uploads/2020/10/LOGO1.jpg00SCHWEISSMETALLEhttps://www.weldermetals.com/wp-content/uploads/2020/10/LOGO1.jpgSCHWEISSMETALLE2020-02-19 22:49:522022-05-02 14:30:12Was ist nicht kupferbeschichteter Schweißdraht?