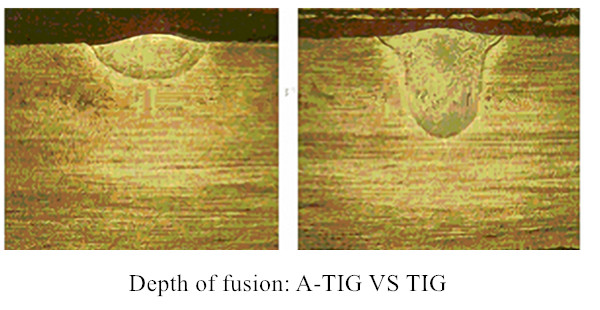
Das WIG-Schweißen, auch als "WIG-Schweißen mit aktiviertem Flussmittel" bezeichnet, ist ein Schweißverfahren, das in den 1960er Jahren vom ukrainischen Barton Welding Institute erfunden wurde, um das Problem des Mehrlagenschweißens zu lösen. Die Methode ist ein guter Weg, um die Nachteile der üblichen WIG-Schweißtiefe und Materialempfindlichkeit zu überwinden. Während des Schweißens erhöht sich die Energiedichte des Schweißlichtbogens erheblich (sogar mehr als die Energie des Plasmaschweißlichtbogens) unter der Einwirkung des aktivierten Flussmittels. Im Vergleich zum herkömmlichen WIG-Schweißverfahren kann das aktivierte Flussmittel bei gleichen Schweißparametern die Eindringtiefe um das 2-3-fache erhöhen, die Schweißzeit um 50% reduzieren und die Schweißleistung um das 1-6-fache erhöhen.
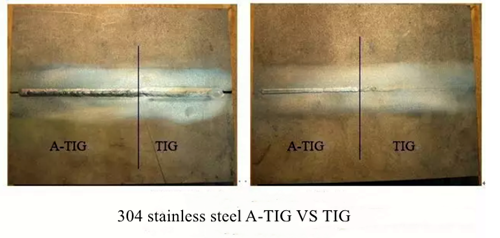
A-TIG-Schweißen ist eine Art Stoffzusammensetzung von Wirkstoff in der Basis Metall Schweißen Bereich der geschweißten Teile beschichtet, kann erheblich verbessern die Schweißtiefe, zum Beispiel, die Tiefe von Edelstahl-Material kann verdoppelt werden, wenn einschichtige Schweißen. Gleichzeitig ist die obere und untere Fläche der Schweißnaht breit, während die Mitte der Schweißnaht schmal ist, und die dendritische Richtung ist fast die gleiche wie der Effekt des doppelseitigen Schweißens, der auch beim Plasmaschweißen beobachtet wird. Die Testergebnisse zeigen, dass das A-TIG-Schweißen die Schweißnahtschichten erheblich reduzieren und die Schweißeffizienz bei dicken Blechen um mehr als das 1-Fache erhöhen kann.
Gegenwärtig kann das A-TIG-Schweißen bei Kohlenstoffstahl eingesetzt werden, Titanlegierung, rostfreier StahlNickel-Basis-Legierung, Kupfer-Nickel-Legierung in der Luft- und Raumfahrt, im Schiffbau, in der Automobilindustrie, in Druckbehältern und bei anderen Gelegenheiten mit höheren Anforderungen. Die Formulierung des aktiven Flussmittels ist der Schlüssel für das A-TIG-Schweißen und umfasst hauptsächlich Oxide, Chloride und Fluoride. Verschiedene Materialien haben unterschiedliche aktive Flussmittelkomponenten. Im Vergleich zum herkömmlichen WIG-Schweißen hat das WIG-Schweißen einige Vorteile, die im Folgenden dargestellt werden:
- Beseitigung oder Verringerung der Schweißtiefe, die durch die Veränderung des Spurenelementgehalts und der Reinheit während der Metallschmelze verursacht wird; Verbesserung der thermischen Rissbildung und der Kaltrissbeständigkeit des Schweißguts.
- Das A-TIG-Schweißverfahren hat keine Rillen und muss nicht mit Draht gefüllt werden, was die Produktionskosten erheblich senkt und durch den Schweißdraht verursachte Qualitätsprobleme vermeidet.
- Verbesserte Schweißeffizienz und Oberflächenqualität.
Bei der Reparatur verschiedener Defekte (Poren, Risse usw.) können mehr als 14 mm direkt aufgeschmolzen werden, wodurch das Schleifen, Bohren und erneute Auffüllen des Metalls vermieden wird, was die Effizienz des Reparaturschweißens erheblich verbessert. Im Vergleich zum WIG-Schweißen sind die Schweißnaht und die Wärmeeinflusszone kleiner als 50%, und die Schweißverformung ist geringer, insbesondere bei dünnen Blechen mit einer Dicke von weniger als 3 mm.
- Einfache Bedienung und geringe Kosten.
Vor dem Schweißen wird nur der A-TIG-Wirkstoff auf die Oberfläche des zu schweißenden Werkstücks aufgetragen. Das Abschrubben nach dem Schweißen verschmutzt die Schweißnaht nicht.
Darüber hinaus kann das aktive Flussmittel auch die Korrosionsbeständigkeit von Schweißverbindungen aus Edelstahl verbessern. Im Vergleich zu herkömmlichen Schweißverfahren wie Lichtbogenschweißen, Unterpulverschweißen, Argon-Wolfram-Lichtbogenschweißen und Schmelz-Argon-Lichtbogenschweißen bietet das A-TIG-Schweißen eine zuverlässige Qualität und hohe Produktionseffizienz. Im Vergleich zum Laserschweißen, Elektronenstrahlschweißen und Plasmaschweißen ist das A-TIG-Schweißen auch billiger und wirtschaftlicher, da das aktive Flussmittel billiger ist und nur eine allgemeine Ausrüstung benötigt wird.

