Cos'è la saldatura K-TIG?
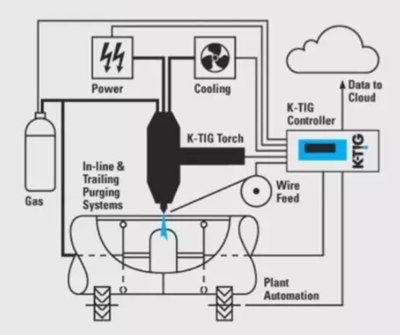
La saldatura Keyhole TIG, in breve K-TIG, è una nuova tecnologia di saldatura TIG ad alta corrente sviluppata dalla società australiana CSIRO nel 2000. La tecnologia di saldatura K-TIG è un processo di saldatura a penetrazione completa su un solo lato e ad alta velocità, che non richiede fili, scanalature o operatori professionali, ma può saldare metalli fino a 16 mm di spessore e 100 volte più velocemente della saldatura TIG convenzionale.
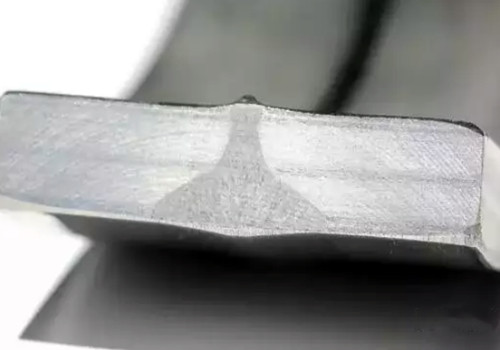
La saldatura K-TIG si basa sulla tradizionale saldatura TIG attraverso la grande corrente (> 300A) per formare una grande pressione d'arco e la tensione superficiale del metallo liquido del bagno di saldatura per raggiungere un equilibrio relativo, formando un foro per ottenere una saldatura profonda. Il processo di saldatura è stabile, la forma della saldatura è bella, la microstruttura della saldatura e le proprietà meccaniche sono migliori rispetto alla saldatura TIG, è un metodo di saldatura ad alta efficienza, alta velocità e basso costo. Il diametro dell'elettrodo di tungsteno è superiore a 6 mm (il diametro comunemente utilizzato è di 6,3-6,5 mm, l'angolo dell'estremità è di 60o), la corrente di saldatura è fino a 600~650A, la tensione dell'arco è di 16~20V, sotto l'azione di tali parametri ad alta specifica, la contrazione elettromagnetica dell'arco è notevolmente migliorata, mostrando la rettilineità dell'arco, la forza dell'arco e la capacità di penetrazione sono notevolmente migliorate.
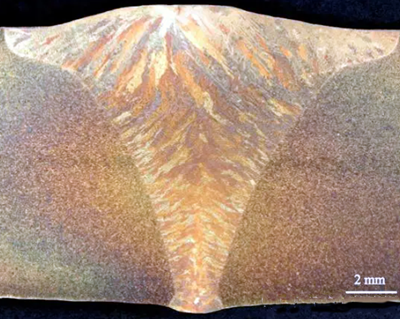
Nella saldatura, l'arco "affonda" profondamente nel metallo di base, costringendo il metallo fuso intorno al bagno fuso a formare fori di chiavetta. Se la pressione dell'arco, la forza di reazione del vapore metallico sulla parete laterale del foro, la tensione superficiale del metallo liquido e la pressione all'interno del metallo liquido raggiungono un equilibrio dinamico, il foro sarà stabile. Man mano che l'arco progredisce, il metallo liquido viene fuso dietro l'arco e raffreddato per formare una saldatura, simile al metodo di saldatura al plasma "keyhole".
| No. | Articolo | SAW | TIG | PLASMA | A-TIG |
| 1 | Saldatura su un lato Formazione su entrambi i lati | No | Sì | Sì | Sì |
| 2 | Profondità massima di fusione | 20 mm | 3 mm | 10 mm | 16 mm |
| 3 | Scanalatura per lastre medie e spesse | No | Sì | No | No |
| 4 | Piastra media e spessa una volta formata | No | No | Sì | Sì |
| 5 | Qualità dell'aspetto | Buono | Buono | Non buono | Buono |
| 6 | Gioco di allineamento della saldatura | ≤2 | ≤2 | ≤0.5 | ≤2 |
| 7 | Materiali di consumo per saldatura | Necessità di filo di saldatura e flusso | Servono più fili | Necessità di gas al plasma | Necessità di meno fili |
| 8 | Velocità massima di saldatura | 400 mm/min | 200 mm/min | 500 mm/min | 1000 mm/min |
| 9 | Difetti di innesco/chiusura dell'arco | Sì | No | Sì | No |
| 10 | Rapporto di carico nominale | 60% | 60% | 60% | 100% |
Le caratteristiche della saldatura K-TIG
- Saldatura automatica, funzionamento semplice, nessun riempimento del filo di saldatura, l'intero processo è una saldatura a penetrazione completa unidirezionale.
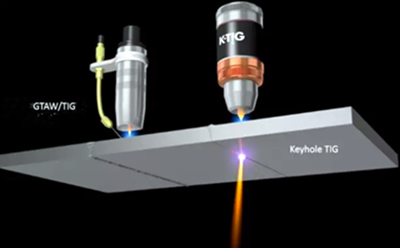
- Alta efficienza, basso consumo energetico, velocità di saldatura elevata, superiore a 5-10 volte rispetto al TIG/GTAW ordinario. Consente di formare fori di saldatura a penetrazione totale altamente stabili e autocorrettivi in una varietà di metalli speciali. Lo spazio tra le parti da saldare può raggiungere i 2 mm.
- La piastra metallica di medio spessore può realizzare la saldatura su un solo lato e la formatura su due lati senza l'apertura di scanalature, con un bel cordone di saldatura, piccole deformazioni e nessuna pulizia delle radici sul retro.
- Può saldare acciaio legato al carbonio, acciaio inossidabile, lega di titanio, lega di base di nichel, lega di cobalto e materiali di zirconio, in particolare per l'acciaio inossidabile austenitico di grande diametro. Saldatura ad arco di argon a penetrazione profonda K-TIG in 16 mm titanio, 14 mm zirconio, 13 mm austenitico acciaio inoxHastelloy, nichel-cromo e varie leghe di nichel-cobalto e materiali conduttori da 9 mm (come acciaio ferritico e acciaio al carbonio) per ottenere una saldatura su un solo lato e una doppia formatura. Quando la velocità di saldatura è di 250-300 mm/min, è in grado di saldare contemporaneamente l'acciaio inossidabile inferiore a 14 mm.

