Come evitare la porosità dei fili di saldatura autoschermati ad anima fluida
Nell'ultimo articolo abbiamo presentato il filo per saldatura senza rame e i suoi vantaggi. Come sappiamo, esistono principalmente due tipi di fili per saldatura in base alla loro protezione: Il primo è il filo di saldatura che si affida alla protezione del flusso o del gas e svolge il ruolo di metallo di riempimento e di conduttore di elettricità, come la saldatura ad arco sommerso, il filo di saldatura a filo pieno e parte del filo di saldatura animato utilizzato nella saldatura a gas CO2; L'altro tipo è il filo per saldatura animato senza protezione esterna dal gas, che si basa sugli elementi di lega del filo stesso e sull'alta temperatura per prevenire l'invasione di ossigeno, azoto e altri gas nell'aria e regolare la composizione del metallo saldato, che è chiamato filo animato autoschermante, è un tipo di filo per saldatura un po' costoso ma potenziale.
Attualmente, il filo animato autoprotettivo è ampiamente utilizzato nella costruzione di condotte, nell'ingegneria oceanica, nella produzione di grandi strutture in acciaio all'aperto, nella costruzione di strutture in acciaio per grattacieli, nella saldatura di superfici, in particolare di strutture leggere come l'acciaio al carbonio sottile e la lamiera d'acciaio zincata. Il filo animato autoprotettivo protegge le gocce e il bagno fuso dal gas e dalle scorie prodotte dall'agente di formazione delle scorie e del gas nel nucleo dell'arco sotto l'azione dell'alta temperatura; la porosità o i pori di saldatura sono un problema comune nella saldatura semiautomatica del filo animato autoprotettivo, pertanto analizziamo e adottiamo alcune misure di controllo per evitarli.
La causa dei pori di saldatura per i fili di saldatura autoschermati ad anima fluida
Velocità di raffreddamento della saldatura
A causa della gravità del metallo liquido stesso nella sezione di saldatura verticale, la velocità di saldatura è più rapida e la profondità di fusione della passata di saldatura è bassa, il che accelera la velocità di raffreddamento del metallo liquido nella saldatura, riduce la fuoriuscita di gas e provoca più pori nella passata di saldatura.
Schizzi di saldatura
Quando gli spruzzi di ossido metallico che aderiscono all'estremità anteriore dell'ugello conduttore raggiungono una certa quantità, entrano nel bagno fuso con il filo di saldatura in movimento. Questo fenomeno si aggrava con l'aumento della quantità di metallo nella passata di saldatura, causando la comparsa di porosità nella passata di saldatura.
Giunto a saldare
Il giunto di saldatura dello strato di saldatura caldo, dello strato di riempimento e dello strato di copertura si sovrappone facilmente, aumentando la possibilità di pori densi nel cordone di saldatura.
Ambiente esterno
Quando il filo di saldatura viene posto in un ambiente all'aperto con un'elevata umidità, è facile che il filo di saldatura sia umido. Inoltre, se non si adottano misure di protezione dal vento quando la velocità del vento è superiore a 8 m/s, è anche una ragione importante per la comparsa di pori nella passata di saldatura.
Parametri del processo di saldatura
Se esiste un intervallo di regolazione ristretto dei parametri del processo di saldatura della saldatura semiautomatica del filo animato autoprotetto. In genere, la tensione dell'arco è compresa tra 18 e 22 V e la velocità di alimentazione del filo è compresa tra 2000 e 2300 mm/min. In caso contrario, l'alta tensione può facilmente causare un effetto di protezione dalle scorie sulla superficie del passaggio di saldatura non buono, con facile produzione di pori.
Come evitare i pori di saldatura?
- Regolare la tensione dell'arco e i parametri di saldatura prima della saldatura.
L'alimentatore di saldatura adotta un'alimentazione a corrente continua e a inverter, con connessione diretta a corrente continua (DC-): i componenti di saldatura sono collegati al polo positivo dell'alimentatore e la pistola di saldatura è collegata al polo negativo dell'alimentatore. Il filo di massa per la saldatura è il più vicino possibile all'area di saldatura e si deve verificare che la conduzione sia buona (se il filo di massa è ossidato, se il collegamento è saldo e se non c'è ruggine nel punto di contatto tra il filo di massa e il metallo di base). Se la conduzione non è buona, si verifica l'instabilità dell'arco.
I parametri di saldatura influenzano direttamente la qualità della saldatura. Una corrente troppo piccola può causare una fusione incompleta, scorie e altri difetti, mentre una corrente troppo grande può causare bruciature, aumento degli spruzzi, riduzione della saldatura causata da scorie e gocciolamento di ferro fuso, impossibilità di applicare la saldatura, facilità di comparsa di pori. Se la tensione è troppo bassa, è facile che si verifichi un'instabilità dell'arco, un filo superiore, una piscina fusa incompleta e l'inclusione di scorie. Se la tensione è troppo alta, l'arco è troppo lontano dalla massa fusa, l'aria viene coinvolta nella massa fusa e si formano dei fori.
| Specifiche tecniche | Dimensione | Imballaggio | Polarità |
| AWS A5.20 E71T-11 AWS A5.20 E71T-GS | 0,8 mm 0,9 mm 1,0 mm | 1 kg 5 kg | Collegamento DC-, filo di massa positivo, pistola di saldatura negativa |
- Angolo della torcia di saldatura
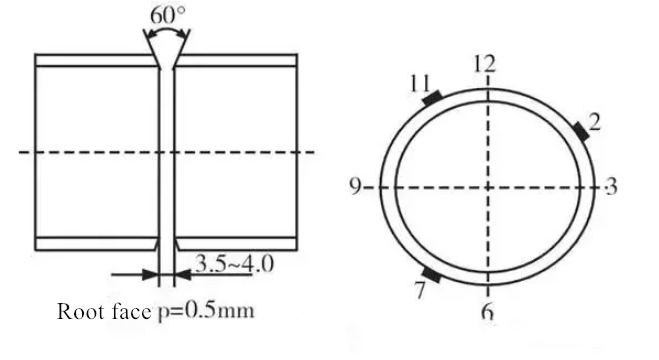
Prima di saldare lo strato di copertura, se lo strato di riempimento nella sezione di saldatura verticale è troppo basso o troppo alto, deve essere rifilato fino a quando l'altezza di saldatura dello strato di riempimento è inferiore di circa 0,5~1,0 mm rispetto al metallo di base, prima di poter eseguire la saldatura della procedura successiva.
- Controllo della lunghezza di estensione e dell'angolo del filo di saldatura
In genere, il diametro del filo di saldatura deve essere controllato in 6 ~ 10 volte, in genere 15 ~ 20 mm; un allungamento a secco troppo lungo può causare una fusione troppo rapida del filo di saldatura e ridurre la forza di soffiaggio dell'arco. Un allungamento troppo corto provoca un accumulo troppo rapido di spruzzi di ossido metallico nella parte anteriore dell'ugello conduttore; un allungamento troppo lungo riduce la tensione dell'arco e compromette la qualità della saldatura. Inoltre, è necessario controllare e pulire l'ugello conduttore prima della saldatura. L'angolo del filo di saldatura è generalmente richiesto per mantenere 800 ~ 900 tra il filo di saldatura e il pezzo da saldare per evitare il flusso verso il basso di scorie e ferro fuso in prossimità della posizione verticale, che influisce sul funzionamento regolare della saldatura ed è soggetto a difetti come inclusioni di scorie e porosità.
- Preparazione necessaria prima della saldatura.
La superficie delle parti saldate deve essere uniforme e liscia e non deve presentare ruggine, scorie, grasso e altre sostanze nocive che compromettono la qualità della saldatura.