
Acciaio inox 316L VS 2205 duplex nei settori della biomedicina
L'industria farmaceutica e biotecnologica ha requisiti relativamente elevati per quanto riguarda i materiali in acciaio utilizzati nei recipienti di lavorazione e nel sistema di tubazioni, che devono avere un'eccellente resistenza alla corrosione e pulizia per garantire la purezza e la qualità del prodotto farmaceutico; devono inoltre essere in grado di tollerare l'ambiente di produzione e i processi di disinfezione e pulizia della temperatura, della pressione e della corrosione, oltre a possedere una buona saldabilità e soddisfare i requisiti dell'industria della finitura superficiale.
L'acciaio inossidabile austenitico 316L (UNS S31603, EN 1.4404) è il materiale principale per le attrezzature nella produzione di industrie farmaceutiche e biotecnologiche. L'acciaio inossidabile 316L ha eccellenti proprietà di resistenza alla corrosione, saldabilità e lucidatura elettrolitica, che lo rendono un materiale ideale per la maggior parte delle applicazioni farmaceutiche. Sebbene l'acciaio inossidabile 316L abbia buone prestazioni in molti ambienti di processo, i clienti continuano a migliorare le prestazioni dell'acciaio inossidabile 316L attraverso un'attenta selezione della composizione chimica specifica dell'acciaio inossidabile 316L e l'uso di processi produttivi migliorati, come la rifusione a scoria elettrolitica (ESR).
Per i fluidi altamente corrosivi, i clienti che possono accettare un aumento dei costi di manutenzione possono continuare a usare l'acciaio inossidabile 316L, oppure scegliere di utilizzare l'acciaio inossidabile super austenitico al molibdeno 6% con una composizione di lega più elevata, come l'AL-6XN® (UNS N08367) o il 254 SMO® (UNS S31254, EN 1.4547). Attualmente, l'acciaio inossidabile bifase 2205 (UNS S32205, EN 1.4462) è utilizzato anche nella produzione di apparecchiature di processo in questo settore.
La microstruttura dell'acciaio inossidabile 316L comprende la fase austenite e una piccolissima quantità di fase ferrite, che si forma principalmente aggiungendo alla lega una quantità di nichel sufficiente a stabilizzare la fase austenite. Il contenuto di nichel dell'acciaio inossidabile 316L è generalmente di 10-11%. L'acciaio inox duplex 2205 si forma riducendo il contenuto di nichel a circa 5% e regolando il manganese e l'azoto aggiunti per formare circa 40-50% di ferrite e contiene all'incirca la stessa quantità di microstruttura della fase ferrite e della fase austenite, con una resistenza alla corrosione da grande a notevole. L'aumento del contenuto di azoto e la microstruttura a grana fine dell'acciaio duplex 2205 gli conferiscono una resistenza superiore a quella dei comuni acciai inossidabili austenitici come il 304L e il 316L. In condizioni di ricottura, il carico di snervamento dell'acciaio 2205 duplex è circa il doppio di quello dell'acciaio 316L. Grazie a questa maggiore resistenza, le sollecitazioni ammissibili dell'acciaio inossidabile 2205 duplex possono essere molto più elevate, a seconda delle specifiche di progetto per le apparecchiature del processo produttivo. Può ridurre lo spessore delle pareti e i costi in molte applicazioni. Vediamo la composizione chimica e le proprietà meccaniche a confronto tra 316L e 2205 (specificate in ASTM A240)
| Gradi | UNS | C | Mn | P | S | Si | Cr | Ni | Mo | N |
| 316L | S31603 | 0.03 | 2.0 | 0.045 | 0.03 | 0.75 | 16.0-18.0 | 10.0-14.0 | 2.0-3.0 | 0.1 |
| 2205 | S32205 | 0.03 | 2.0 | 0.03 | 0.02 | 1.0 | 22.0-23.0 | 4.5-6.5 | 3.0-3.5 | 0.14-0.2 |
| Gradi | Resistenza alla trazione, Mpa (ksi) | Resistenza allo snervamento Mpa(ksi) | Allungamento | Durezza, HRB (HRC) |
| 316/316L | 515(75) | 205(30) | 40% | 217(95) |
| 2205 | 655(95) | 450(65) | 25% | 29331() |
Prestazioni di corrosione
Resistenza alla corrosione per vaiolatura
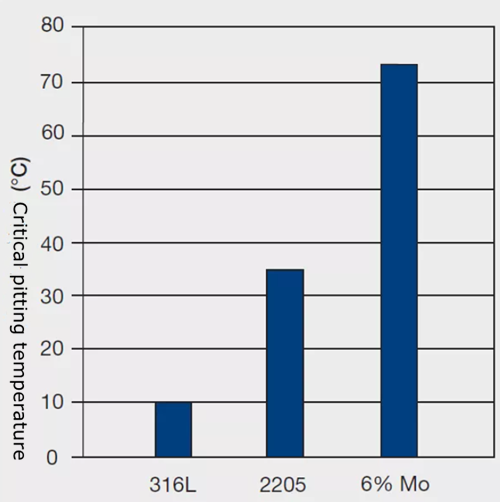
Nelle applicazioni farmaceutiche e biotecnologiche, la corrosione più comune dell'acciaio inossidabile è la vaiolatura in presenza di cloruri. L'acciaio inossidabile duplex 2205 ha un contenuto più elevato di cromo, molibdeno e azoto, che è significativamente migliore dell'acciaio inossidabile 316L nella resistenza alla vaiolatura e alla corrosione interstiziale. La resistenza relativa alla corrosione dell'acciaio inossidabile può essere determinata misurando la temperatura (temperatura critica di corrosione) necessaria per la vaiolatura in una soluzione standard di cloruro ferrico 6%. La temperatura critica di corrosione (CPT) dell'acciaio inossidabile duplex 2205 è compresa tra l'acciaio inossidabile 316L e l'acciaio inossidabile super-austenitico al molibdeno 6%. Va notato che i dati CPT misurati in soluzione di cloruro ferrico sono una classifica affidabile della resistenza al pitting da ioni cloruro e non devono essere usati per prevedere la temperatura critica di corrosione del materiale in altri ambienti con cloruro.
Cricca da corrosione sotto sforzo
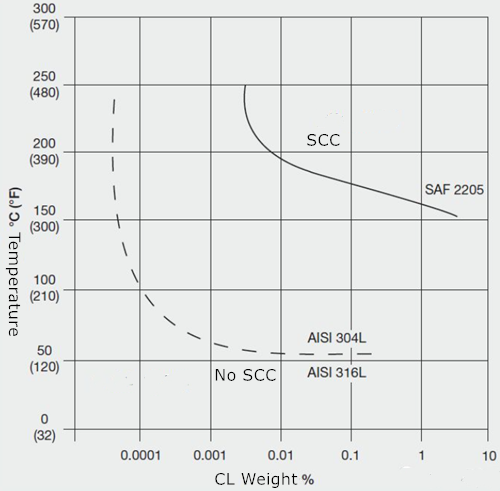
Quando le temperature superano i 60°C, l'acciaio inossidabile 316L è soggetto a fessurarsi sotto l'azione combinata di sforzi di trazione e ioni di cloruro; questa corrosione catastrofica è nota come criccatura da tensioni di cloruro (SCC). Nella scelta dei materiali in condizioni di fluidi caldi, l'acciaio inox 316 deve essere evitato in presenza di ioni cloruro e a temperature pari o superiori a 60°C (150°F). Come mostrato nella figura seguente, l'acciaio duplex 2205 può resistere alla SCC ad almeno 120°C in una semplice soluzione salina.
Proprietà di lavorazione
La lavorazione dell'acciaio inossidabile duplex 2205 è per molti versi simile a quella del 316L, ma ci sono ancora alcune differenze. La lavorazione di formatura a freddo deve tenere conto della maggiore resistenza e delle caratteristiche di incrudimento degli acciai inossidabili bifasici, può essere richiesta una maggiore capacità di carico e, in esercizio, l'acciaio inossidabile 2205 mostrerà una maggiore resilienza rispetto agli acciai inossidabili austenitici standard. La maggiore resistenza dell'acciaio duplex 2205 lo rende più difficile da tagliare rispetto al 316L.
L'acciaio duplex 2205 può essere saldato come l'acciaio 316L. Tuttavia, l'apporto termico e la temperatura interlaminare devono essere rigorosamente controllati per mantenere il rapporto di fase austenite-ferrite previsto e per evitare la precipitazione di fasi intermetalliche dannose. Il gas di saldatura contiene una piccola quantità di azoto per evitare questi problemi. Nella qualificazione della saldatura degli acciai duplex, il metodo comunemente utilizzato è quello di valutare il rapporto austenite-ferrite mediante un tester per ferrite o un esame metallografico. Il metodo di prova ASTM A 923 è tipicamente utilizzato per verificare la presenza di fasi intermetalliche dannose. Il metallo d'apporto consigliato per la saldatura è ER2209 (UNSS39209, EN 1600). La saldatura per autofusione è consigliata solo se il trattamento di ricottura della soluzione di saldatura può essere eseguito dopo la saldatura per ripristinare la resistenza alla corrosione. Non utilizza metallo d'apporto. Per eseguire la ricottura in soluzione, i componenti vengono riscaldati a una temperatura di almeno 1040°C (1900°F) e poi raffreddati rapidamente.
La penetrazione e la fluidità dell'acciaio duplex 2205 sono scarse rispetto all'acciaio 316L, quindi la velocità di saldatura è più lenta e la forma del giunto deve essere modificata. L'acciaio duplex 2205 richiede un angolo di scanalatura più ampio, una maggiore distanza dalla radice e un bordo smussato più piccolo rispetto all'acciaio 316L per ottenere una saldatura completamente fusa. Se l'apparecchiatura di saldatura consente l'uso del filo d'apporto, il Filo di riempimento 2209 è utilizzato per gestire la saldatura a binario del tubo in acciaio inox 2205, oppure il filo di apporto può essere utilizzato al posto dell'inserto consumabile con legante appropriato.
Lucidatura elettrolitica
Molte applicazioni farmaceutiche e biotecnologiche richiedono che la superficie a contatto con il prodotto sia lucidata elettroliticamente, quindi le superfici lucidate elettroliticamente di alta qualità sono una proprietà importante del materiale. L'acciaio inossidabile 2205 Duplex può essere lucidato elettroliticamente fino a una finitura di 15 micropollici (0,38 micron) o superiore, che supera lo standard ASME BPE per la finitura superficiale delle superfici lucidate elettroliticamente, ma la superficie dell'acciaio inossidabile 2205 lucidato elettroliticamente non è brillante come quella dell'acciaio inossidabile 316L. Questa differenza è dovuta alla solubilità del metallo leggermente superiore della ferrite rispetto all'austenite durante il processo di elettrolucidatura.

