Il gas di protezione è uno dei parametri chiave del processo di saldatura TIG. Sappiamo che i gas di protezione sono principalmente Ar e CO2 utilizzati nella saldatura TIG, ma in molte applicazioni è possibile aggiungere O2, H₂, He o N₂ per migliorare la qualità della saldatura. Oltre all'argon, l'elio o una miscela di argon ed elio possono essere utilizzati come gas di protezione per la saldatura TIG. Oggi presenteremo le prestazioni di saldatura di questo gas.
Elio (He)
La saldatura ad arco può saldare quasi tutti i materiali metallici.
1) Ha un alto potenziale di ionizzazione, che rende difficile l'innesco dell'arco e ha scarse prestazioni di innesco durante la saldatura.
2) La conducibilità termica dell'elio è quasi 8,8 volte quella dell'argon, quindi il calore si disperde maggiormente verso l'esterno della colonna d'arco. A parità di corrente di saldatura e di lunghezza d'arco, la tensione dell'arco di elio è molto più alta di quella dell'arco di argon, per cui l'arco ha una potenza maggiore e il calore viene trasferito al pezzo in lavorazione. Allo stesso tempo, il gas elio ha un buon effetto di raffreddamento e l'alta densità di energia rende la colonna d'arco sottile e concentrata, facendo sì che il pezzo da saldare abbia una grande profondità di fusione.
3) La densità dell'He è ridotta, solo 0,14 volte quella dell'aria e 0,1 volte quella dell'argon. Pertanto, l'area di saldatura deve essere protetta in modo efficace perché il suo flusso è molto più grande di quello dell'argon.
4) L'elio è più costoso dell'argon, è meno cogente e viene utilizzato soprattutto in alcune situazioni particolari, come la saldatura delle barre di raffreddamento dei reattori nucleari e delle lamiere spesse in lega di alluminio.
Gas misto
Sulla base del gas monocomponente, l'aggiunta di una piccola quantità di gas in una certa proporzione può modificare la forma e l'energia dell'arco, migliorare la formatura e le proprietà meccaniche della saldatura, aumentare l'efficienza della saldatura e ridurre gli spruzzi. Le miscele oggi comunemente utilizzate comprendono:
1) Ar + He
Il rapporto tra questi gas inerti è Ar+ (50%-70%) He. È caratterizzata da una combustione stabile dell'arco, da una temperatura d'arco più elevata, da un maggiore calore ottenuto dalle parti saldate e da una profondità di penetrazione quasi doppia rispetto alla saldatura ad arco con argon.
2) Ar + H₂
In genere si aggiunge circa 5% H₂. L'idrogeno ha una grande conducibilità termica e riducibilità, che può aumentare la temperatura dell'arco e migliorare il calore in ingresso del pezzo. I pori di CO nelle saldature possono essere eliminati e inibiti durante la saldatura del nichel e delle sue leghe.
Le caratteristiche dei gas di schermatura comunemente utilizzati
,
https://www.weldermetals.com/wp-content/uploads/2020/11/61.png350500METALLI SALDATORIhttps://www.weldermetals.com/wp-content/uploads/2020/10/LOGO1.jpgMETALLI SALDATORI2020-11-07 13:39:002022-05-02 14:30:11Gas di protezione per la saldatura TIG
L'acciaio inossidabile TP310HCbN, chiamato anche HR3Csteel, ha una resistenza molto più elevata rispetto ai tradizionali acciai inossidabili 310, grazie all'utilizzo di M23C6 e NbCrN finemente dispersi; la composizione chimica 25Cr-20Ni offre una resistenza all'ossidazione del vapore molto migliore rispetto agli acciai inossidabili austenitici 18Cr-8Ni. L'acciaio austenitico resistente al calore TP310HCbN è ampiamente utilizzato nei sistemi di surriscaldamento e surriscaldamento con temperature di esercizio superiori a 620℃ nelle caldaie termiche ultra-supercritiche. Queste condizioni gravose richiedono che l'acciaio e le sue saldature abbiano una sufficiente resistenza alle alte temperature, resistenza al creep, resistenza alla corrosione e all'ossidazione del vapore. In alcuni casi, nel processo di costruzione si verificano spesso sensibilità alla cricca termica della saldatura, sensibilità alla cricca da corrosione sotto sforzo del giunto e tendenza all'infragilimento da invecchiamento del giunto. Molti studi dimostrano che i giunti a base di nichel Materiali di saldatura in austenite sono stati ampiamente utilizzati in ingegneria per saldare TP310HCbN.
Saldabilità dell'acciaio 310HCbN(HR3C)
In termini di composizione chimica (vedi tabella sotto), l'acciaio HR3C si forma limitando il contenuto di C e aggiungendo 0,20% ~ 0,60% di carbonitrurazione forte per formare Nb e 0,15% ~ 0,35% di N. L'acciaio 25Cr-20Ni è rafforzato dalla precipitazione del composto intermetallico NbCrN e del carbonio Nb, del composto di azoto e dei carburi M23C6. Le proprietà meccaniche dell'acciaio a temperatura ambiente, la resistenza alla trazione e allo snervamento sono rispettivamente di 750 MPa e 373 MPa, mentre l'allungamento dopo la frattura è di 45%.
In base ai risultati dei test, quando si utilizza il filo ERNICR-3, il giunto di saldatura si rompe spesso nel metallo saldato; i giunti saldati di ERNICRMO-1 e ERNICRMO-3 si rompono spesso nel metallo di base. Pertanto, si consigliano i materiali di saldatura ERNICRMO-3 ed ERNICRcomo-1.
Gradi
C
Cr
Ni
Nb
N
Si
Mn
P
S
Acciaio base HR3C
≤0.1
12.0-27.0
17.0-23.0
0.2-0.6
0.15-0.35
≤1.5
≤2.00
≤0.03
≤0.03
ERNiCr-3
0.016
20.65
73.2
2.6
/
0.09
3.2
0.001
0.001
ERNiCrMo-3
0.01
21.8
64.8
/
/
0.06
0.02
0.006
0.006
ERNiCrCoMo-1
0.08
22
55
/
/
0.1
0.1
0.002
0.002
Acciaio HR3C e chimica dei materiali di saldatura
Nelle prestazioni ad alta temperatura, come risultato del processo di invecchiamento a lungo termine tra il piccolo metallo NbCrN tasso di crescita molto lento e dispersione di fase M23C6 precipita (hanno una buona stabilità organizzativa), che hanno un buon effetto di rafforzamento, e appaiono dannosi sigma e Cr2N probabilità di fase è piccola, in modo che l'acciaio HR3C ha elevata resistenza alla rottura ad alta temperatura creep e alta tensione ammissibile. Allo stesso tempo, l'elemento Cr è facile da combinare con l'ossigeno sulla superficie del materiale per formare una superficie di ossido Cr2O3, che impedisce l'ossidazione continua dell'acciaio, in modo che l'acciaio abbia una migliore resistenza alla corrosione del vapore ad alta temperatura e alla corrosione dei gas di scarico. È adatto per i tubi terminali delle parti del surriscaldatore e del riscaldatore di caldaie ultra-supercritiche con parametri di vapore di 621℃ e 31MPa. Lo stato di fornitura dell'acciaio è il trattamento in soluzione (1200℃ per 30min), la microstruttura è a matrice austenitica + distribuzione fine della fase precipitata (M23C6, NbCrN, ecc.). Tuttavia, ciò non significa che in tutti i casi si ottengano prestazioni soddisfacenti del giunto. La ricerca mostra che i principali problemi di saldabilità dell'acciaio sono:
1. Sensibilità alla cricca calda.
La microstruttura dell'austenite pura ha una grande tendenza a formare cricche calde di saldatura, che comprendono cricche di cristallizzazione nel metallo saldato, cricche di liquefazione ad alta temperatura nella zona termicamente influenzata della saldatura (HZZ) o nella zona termicamente influenzata della passata anteriore nella passata posteriore della saldatura multistrato, e cricche fragili ad alta temperatura formatesi nella HZZ sotto stress a causa di una plasticità insufficiente. Ciò dipende dal contenuto di impurità del metallo di base e dalla composizione del metallo d'apporto, in particolare zolfo e fosforo. Sebbene la tendenza alla cricca calda di saldatura non sia elevata a causa del basso contenuto di impurità di zolfo e fosforo nella saldatura e nel metallo di base, la cricca di cristallizzazione è particolarmente facile che si verifichi nella parte dell'arco e nella fossa dell'arco della saldatura.
2. Sensibilità alle cricche da corrosione da sforzo dei giunti.
Gli incidenti causati dalla corrosione da stress sono spesso sentiti per le centrali elettriche a carbone. L'intervallo di temperatura dell'acciaio austenitico al Cr-Ni più soggetto alla tensocorrosione è 50-300℃, dopo la saldatura del giunto al funzionamento del riscaldamento della caldaia durante il periodo di tempo, il giunto saldato è soggetto a cricche da tensocorrosione. I risultati mostrano che il comportamento alla tensocorrosione dei giunti saldati in acciaio HR3C aumenta significativamente in soluzione NaCl, indicando che il Cl- ha una grande influenza sulla sensibilità alla tensocorrosione dei giunti.
3. Tendenza all'infragilimento da invecchiamento dei giunti.
I componenti dei surriscaldatori e dei riscaldatori delle caldaie in acciaio HR3C possono funzionare a temperature fino a 650℃ o superiori, proprio all'interno della zona di temperatura di precipitazione delle fasi intermetalliche austenitiche come le fasi σ. Una piccola quantità di fase σ nel giunto causerà una forte diminuzione della resistenza alla frattura per scorrimento e della plasticità e accelererà il cedimento precoce dei componenti chiave.
In sintesi, i problemi principali della saldabilità dell'acciaio 310HCbN sono la sensibilità alle cricche da calore dei giunti saldati e la sensibilità alle cricche da corrosione sotto sforzo dei giunti saldati. Allo stesso tempo, non va ignorata la tendenza all'infragilimento da invecchiamento del giunto. La scelta di materiali di saldatura di alta qualità e adatti e l'ottimizzazione del processo di saldatura sono mezzi tecnici importanti per controllare e migliorare la saldabilità dell'acciaio. La sua saldabilità è equivalente a quella del TP347H ed è disponibile il materiale di saldatura adatto.
Caso ingegneristico di saldatura dell'acciaio 310HCbN
Esempio 1
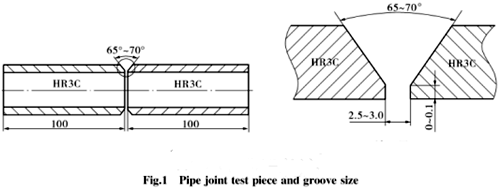
Ci sono 198 giunti di saldatura in acciaio 310HCbN sul primo stadio del surriscaldatore e sul secondo stadio del surriscaldatore di una caldaia di un'unità termoelettrica ultra-supercritica da 1000 MW, di cui 66 sono il primo stadio del surriscaldatore con specifiche di φ48 mm×9,5 mm e 132 sono il secondo stadio del surriscaldatore con specifiche di φ 60 mm × 4,2 mm. Il giunto del tubo è un giunto di testa con scanalatura a 65°V, come mostrato in figura. Utilizzando φ 2,4 mm ERCrNI-3 filo a base di nichel, temperatura interstrato e parametri di processo di saldatura rigorosi. Il giunto di saldatura ha superato con successo l'ispezione dell'aspetto e dei raggi e la qualità della saldatura è stata qualificata 100%.
Esempio 2
L'acciaio SA213-TP310HCbN è saldato con filo di base di nichel ErNiCrCoMo-1. Nel progetto di installazione del forno n. 3 di un'unità ultra-supercritica da 2×660 MW, la sezione di transizione finale del surriscaldatore e dell'uscita finale del surriscaldatore sono state realizzate in acciaio HR3C, con specifiche di 47,6 mm × 9 mm, 41,3 mm × 8 mm, 52,2 mm × 5 mm, 63,5 mm × 7,3 mm. Il giunto del tubo è un giunto di testa con una scanalatura a V di 60°-70° (per un totale di 1546 giunti di saldatura, posizioni di saldatura orizzontali). Questa soluzione non solo garantisce l'effetto protettivo dell'argon di riempimento alla radice della saldatura, previene il fenomeno dell'ossidazione alla radice, ma elimina anche il difetto di concavità dei giunti saldati alla radice e ne assicura la buona formazione. Il giunto è stato testato da 100%RT e la percentuale di primo passaggio ha raggiunto il 98,6%.
Esempio 3
I giunti saldati a filo Thermanit 617 e YTHR3C sono stati testati per verificare la resistenza ad alta temperatura e a breve termine dell'acciaio HR3C. Il materiale di saldatura YT-HR3C è prodotto da Nippon Steel Sumitomo Welding Industry Co. LTD, che è costoso e deve essere importato. Due tipi di filo di saldatura (YTHR3C e Thermanit 617) sono stati sottoposti a test di resistenza a breve termine ad alta temperatura (550℃, 600℃, 625℃, 650℃). I risultati mostrano che la resistenza a breve termine del giunto saldato con la lega di base di nichel Thermanit 617 è superiore a quella della YT-HR3C e che la frattura a trazione del primo campione è localizzata nella regione del metallo di base, mentre la seconda è nella saldatura.
https://www.weldermetals.com/wp-content/uploads/2020/10/LOGO1.jpg00METALLI SALDATORIhttps://www.weldermetals.com/wp-content/uploads/2020/10/LOGO1.jpgMETALLI SALDATORI2020-02-19 22:49:522022-05-02 14:30:12Cos'è il filo per saldatura non rivestito di rame?