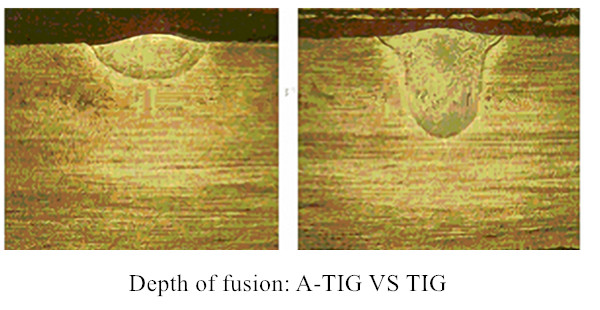
La saldatura TIG, detta anche "saldatura TIG a flusso attivo", è un processo di saldatura inventato dall'Istituto di Saldatura Barton dell'Ucraina negli anni '60 per risolvere il problema della saldatura a più passate. Il metodo è un buon modo per superare gli svantaggi della comune profondità di saldatura TIG, la sensibilità del materiale. Durante il processo di saldatura, la densità di energia dell'arco di saldatura aumenta notevolmente (anche più dell'energia dell'arco di saldatura al plasma) sotto l'azione del flusso attivo. Rispetto al comune metodo di saldatura TIG, a parità di parametri di saldatura, il flusso attivo può aumentare la profondità di penetrazione di 2~3 volte, ridurre il tempo di saldatura di 50% e aumentare l'efficienza di saldatura di 1~6 volte.
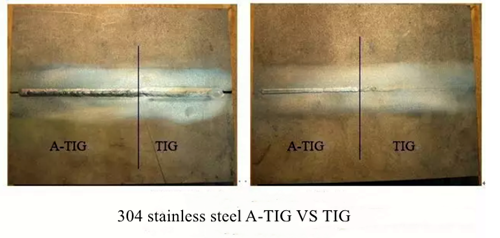
La saldatura A-TIG è una sorta di composizione di sostanze dell'agente attivo rivestito nell'area di saldatura del metallo di base delle parti saldate, in grado di migliorare notevolmente la profondità di saldatura; ad esempio, la profondità del materiale in acciaio inossidabile può essere raddoppiata rispetto alla saldatura a singolo strato. Allo stesso tempo, la superficie superiore e inferiore della saldatura è ampia, mentre il centro della saldatura è stretto, e la direzione dendritica è quasi la stessa dell'effetto della saldatura bifacciale, che si osserva anche nella saldatura ad arco al plasma. I risultati dei test dimostrano che la saldatura A-TIG può ridurre significativamente gli strati di passaggio della saldatura e aumentare l'efficienza della saldatura di oltre 1 volta per le lamiere spesse.
Attualmente, la saldatura A-TIG può essere utilizzata per l'acciaio al carbonio, lega di titanio, acciaio inoxlega a base di nichel, lega rame-nichel nel campo dell'aviazione, dell'aerospaziale, della costruzione navale, dell'automotive, dei recipienti a pressione e in altre occasioni con requisiti più elevati. La formulazione del flusso attivo è la chiave per la saldatura A-TIG, e comprende principalmente ossidi, cloruri e fluoruri. I diversi materiali hanno diversi componenti di flusso attivo disponibili. Rispetto alla saldatura TIG convenzionale, la saldatura A-TIG presenta alcuni vantaggi illustrati di seguito:
- Eliminare o ridurre la profondità di saldatura causata dalla variazione del contenuto di oligoelementi e della purezza durante la fusione del metallo; migliorare la resistenza alla cricca termica e alla cricca a freddo del metallo saldato.
- Il processo di saldatura A-TIG non presenta scanalature, non è necessario riempire il filo, riducendo notevolmente i costi di produzione ed evitando i problemi di qualità della saldatura causati dal filo.
- Miglioramento dell'efficienza di saldatura e della qualità della superficie.
Quando si riparano diversi difetti (pori, crepe, ecc.), è possibile fondere direttamente più di 14 mm, evitando di rettificare, forare e riempire nuovamente il metallo, migliorando così notevolmente l'efficienza della saldatura di riparazione. Rispetto alla saldatura TIG, il cordone di saldatura e la zona interessata dal calore sono inferiori a 50% e la deformazione di saldatura è minore, soprattutto per le lamiere sottili con uno spessore inferiore a 3 mm.
- Funzionamento semplice e costi contenuti.
Solo l'agente attivo A-TIG viene applicato sulla superficie del pezzo da saldare prima della saldatura. La rimozione dello scrub dopo la saldatura non inquinerà il cordone di saldatura.
Inoltre, il flusso attivo può anche migliorare la resistenza alla corrosione dei giunti saldati in acciaio inossidabile. Rispetto ai metodi di saldatura tradizionali, come la saldatura ad arco, la saldatura ad arco sommerso, la saldatura ad arco di tungsteno argon e la saldatura ad arco di fusione argon, la saldatura A-TIG ha una qualità affidabile e un'elevata efficienza produttiva. Rispetto alla saldatura laser, alla saldatura a fascio di elettroni e alla saldatura al plasma, la saldatura A-TIG è anche più economica e conveniente perché il materiale del flusso attivo è più economico e sono necessarie solo attrezzature generiche.

