K-TIG溶接とは?
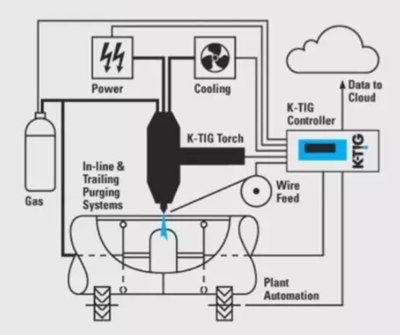
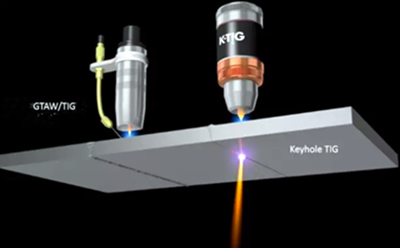
キーホールTIG溶接、略称K-TIGは、2000年にオーストラリアCSIRO社が開発した新しい大電流TIG溶接技術である。K-TIG溶接技術は、高速の片側全溶接プロセスで、ワイヤ、グルーブ、プロのオペレーターを必要とせず、最大16mm厚の金属を溶接でき、従来のTIG溶接の100倍の速さで溶接できる。
K-TIG溶接は、大電流(> 300A)を介して従来のTIG溶接に基づいている大きなアーク圧力と溶接プールの液体金属表面張力を形成する相対的なバランスを達成するために、深い溶接を実現するために穴を形成する。安定した溶接プロセス、美しい溶接形成、溶接微細構造と機械的特性は、TIG溶接よりも優れている、高効率、高速、低コストの溶接方法です。タングステン電極の直径は6mm以上(一般的に使用される直径は6.3〜6.5mm、端の角度は60o)、溶接電流は600〜650Aまで、アーク電圧は16〜20V、このような高い仕様パラメータの作用下に、アークの電磁収縮が大幅に改善され、アークの直線性、弧力と浸透能力が大幅に向上していることを示しています。
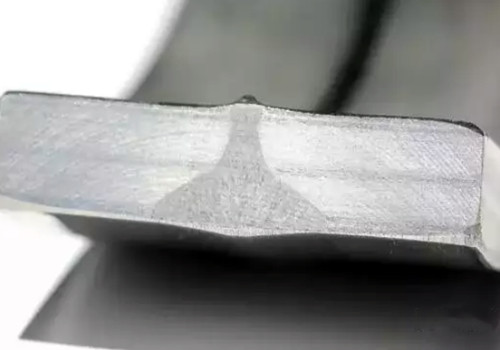
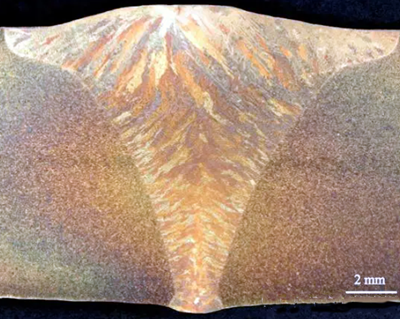
溶接では、アークが母材に深く「沈み込み」、溶融池の周囲の溶融金属を強制的に押し出してキーホールを形成する。アークの圧力、キーホールの側壁にかかる金属蒸気の反力、溶融金属の表面張力、溶融金属内部の圧力が力学的にバランスすれば、キーホールは安定的に存在します。アークの進行に伴い、プールメタルはアークの後ろで融合し、冷却されて溶接部を形成する、プラズマの「鍵穴」溶接法と同様の方法です。
| いいえ。 | 項目 | ソウ | ティグ | プラスマ | エーティーアイジー |
| 1 | 片面溶接 両面成形 | いいえ | はい | はい | はい |
| 2 | 融合の最大深さ | 20ミリ | 3mm | 10ミリ | 16mm |
| 3 | 中・厚板用グルーブ | いいえ | はい | いいえ | いいえ |
| 4 | 中・厚板一旦形成 | いいえ | いいえ | はい | はい |
| 5 | 外観品質 | 良い | 良い | イマイチ | 良い |
| 6 | 溶接アライメントクリアランス | ≤2 | ≤2 | ≤0.5 | ≤2 |
| 7 | 溶接用消耗品 | 溶接ワイヤとフラックスが必要 | ワイヤーを増やす必要がある | プラズマガスが必要 | 配線が少なくて済む |
| 8 | 最大溶接速度 | 400mm/分 | 200mm/分 | 500mm/分 | 1000mm/分 |
| 9 | アークイニシエーション/クロージャーの不具合 | はい | いいえ | はい | いいえ |
| 10 | 定格負荷率 | 60% | 60% | 60% | 100% |
K-TIG溶接の特徴
- 自動溶接、簡単な操作、溶接ワイヤの充填がなく、全工程が一方通行の全溶接です。
- 高効率、低エネルギー消費、速い溶接速度、速度は通常のTIG/GTAWの5-10倍以上である。様々な特殊金属において、溶接欠陥が非常に安定し、自己修正可能な完全溶け込み溶接孔を形成することができます。溶接部のクリアランスは最大2mmまで可能です。
- 中厚の金属板は、片面溶接と両面成形を開先なしで実現でき、溶接の継ぎ目が美しく、変形が小さく、裏面のルートクリーニングが不要です。
- 炭素合金鋼、ステンレス鋼、チタン合金、ニッケル基合金、コバルト合金、ジルコニウム材の溶接が可能で、特に大口径のオーステナイト系ステンレス鋼の溶接に適しています。K-TIG深堀りアルゴンアーク溶接 16mm チタン14mmジルコニウム、13mmオーステナイト系 ステンレス鋼ハステロイ、ニッケルクロム、各種ニッケルコバルト合金、9mm導電材料(フェライト鋼、炭素鋼など)の片側溶接両側成形を実現する。溶接速度が250~300mm/minの場合、14mm以下のステンレス鋼を一度に溶接することが可能です。

