Wat is K-TIG lassen?
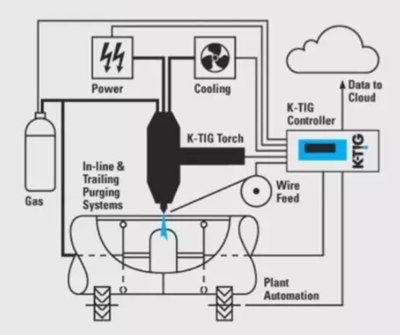
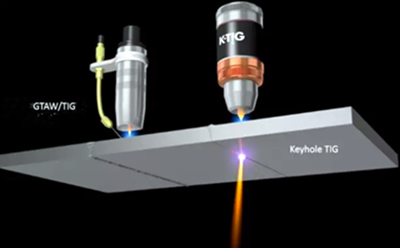
Keyhole TIG-lassen, kortweg K-TIG, is een nieuwe TIG-lastechnologie met hoge stroomsterkte, in 2000 ontwikkeld door het Australische bedrijf CSIRO. De K-TIG lastechnologie is een snel éénzijdig volledig penetratie lasproces, waarvoor geen draad, geen groef of professionele operators nodig zijn, maar waarmee metaal tot 16 mm dik kan worden gelast en dat 100 keer sneller is dan conventioneel TIG-lassen.
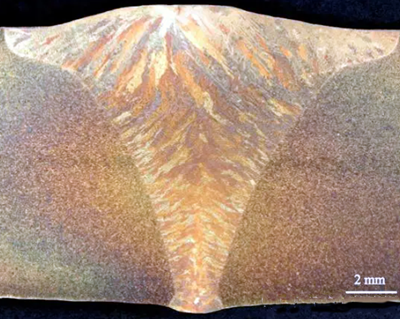
Het K-TIG-lassen is gebaseerd op het traditionele TIG-lassen door de grote stroom (> 300A) om een grote boogdruk en de oppervlaktespanning van het lasbad vloeibare metaal te vormen om een relatief evenwicht te bereiken, die een gat vormen om diep lassen te bereiken. Het stabiele lassenproces, het mooie lassen vormen, de lasmicrostructuur en de mechanische eigenschappen zijn beter dan TIG-lassen, is een hoog rendement, hoge snelheid, goedkope lassenmethode. De wolfraam elektrode diameter is groter dan 6mm (algemeen gebruikte diameter is 6,3-6,5mm, de hoek van het einde is 60o), de lasstroom is tot 600~650A, de boogspanning is 16~20V, onder de werking van een dergelijke hoge specificatie parameters, de elektromagnetische krimp van de boog is sterk verbeterd, met de boog rechtheid, boogkracht en penetratie vermogen zijn aanzienlijk verbeterd.
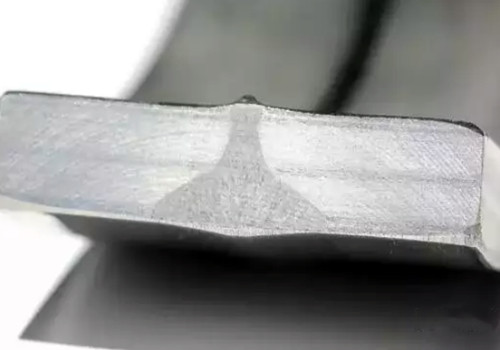
Bij het lassen "zakt" de boog diep in het basismetaal, waardoor het gesmolten metaal rond het smeltbad gedwongen wordt sleutelgaten te vormen. Als de boogdruk, de reactiekracht van de metaaldamp op de zijwand van het sleutelgat, de oppervlaktespanning van het vloeibare metaal en de druk in het vloeibare metaal een dynamisch evenwicht bereiken, zal het sleutelgat stabiel bestaan. Naarmate de boog vordert, wordt het poolmetaal achter de boog gesmolten en afgekoeld om een las te vormen, vergelijkbaar met de plasma "sleutelgat" lasmethode.
| Nee. | Item | SAW | TIG | PLASMA | A-TIG |
| 1 | Eenzijdig lassen Beide zijden Vorming | Geen | Ja | Ja | Ja |
| 2 | Maximale diepte van fusie | 20mm | 3mm | 10mm | 16mm |
| 3 | Medium en dikke plaatgroef | Geen | Ja | Geen | Geen |
| 4 | Medium en dikke plaat eenmaal gevormd | Geen | Geen | Ja | Ja |
| 5 | Uitstraling kwaliteit | Goed | Goed | Niet goed. | Goed |
| 6 | Lasuitlijning speling | ≤2 | ≤2 | ≤0.5 | ≤2 |
| 7 | Lasconsumptiegoederen | Heb lasdraad en stroom nodig | Ik heb meer draden nodig | Heb plasma gas nodig | Minder draden nodig |
| 8 | Maximale lassnelheid | 400mm/min | 200mm/min | 500mm/min | 1000mm/min |
| 9 | Defecten bij booginleiding/sluiting | Ja | Geen | Ja | Geen |
| 10 | Nominale belastingsverhouding | 60% | 60% | 60% | 100% |
De kenmerken van K-TIG-lassen
- Automatisch lassen, eenvoudige bediening, geen lasdraad vullen, het hele proces is eenrichtings volledig penetratielassen.
- Hoog rendement, laag energieverbruik, snelle lassnelheid, de snelheid is meer dan 5-10 keer van gewone TIG/GTAW. Het laat lasfouten toe om zeer stabiele, zelfcorrigerende volledige penetratie lasgaten te vormen in een verscheidenheid van speciale metalen. De speling van lasdelen kan oplopen tot 2 mm.
- De middelgrote dikte metaalplaat kan enkelzijdig lassen en dubbelzijdig vormen zonder groefopening, met mooie lasnaad, kleine vervorming en geen wortelreiniging op de rug realiseren.
- Het kan koolstoflegeringsstaal, roestvrij staal, titaniumlegering, nikkelbasislegering, kobaltlegering en zirconiummaterialen, vooral voor groot diameter Austenitisch roestvrij staal lassen. K-TIG diep penetratie argon booglassen in 16mm titanium, 14mm zirconium, 13mm Austenitisch roestvrij staal, Hastelloy, nikkel-chromium en diverse nikkel-kobalt legeringen en 9mm geleidende materialen (zoals Ferritisch staal en koolstofstaal) om een enige zijlassen dubbele kant het vormen te bereiken. Wanneer de lassnelheid 250-300mm/min is, kan het door het roestvrije staal onder 14mm tegelijkertijd lassen.

