Het beschermgas is een van de belangrijkste parameters in het TIG-lasproces. Wij weten dat bij TIG-lassen vooral Ar en CO2 als beschermgas worden gebruikt, maar in veel toepassingen kunnen O2, H₂, He of N₂ worden toegevoegd om de laskwaliteit te verbeteren. Naast argon kan ook helium of een mengsel van argon en helium worden gebruikt als beschermgas voor TIG-lassen. Vandaag zullen wij de lasprestaties van dit gasmedium introduceren.
Helium (He)
He booglassen kan bijna elk metalen materiaal lassen.
1) Hij heeft een hoog ionisatiepotentieel, waardoor booginitiatie moeilijk is en de boog tijdens het lassen slecht werkt.
2) De thermische geleidbaarheid van helium is bijna 8,8 maal die van argon, zodat meer warmte van de boogkolom naar buiten verloren gaat. Bij dezelfde lasstroom en booglengte is de spanning van de heliumboog veel hoger dan die van de argonboog, zodat de boog een groter vermogen heeft en er meer warmte wordt overgedragen op het werkstuk. Tegelijkertijd heeft het heliumgas een goed koelingseffect, en door de hoge energiedichtheid is de boogkolom dun en geconcentreerd, waardoor het werkstuk een grote smeltdiepte heeft.
3) De dichtheid van He is klein, slechts 0,14 maal die van lucht en 0,1 maal die van argon. Daarom moet het lasgebied doeltreffend worden beschermd omdat de stroom veel groter is dan die van argon.
4) Helium is duurder dan argon, minder cousumptie, en wordt meestal gebruikt in enkele speciale situaties zoals het lassen van koelstaven voor kernreactoren, dikke aluminiumlegering.
Gemengd gas
Op basis van gas met één component kan de toevoeging van een kleine hoeveelheid van een bepaald gas in een bepaalde verhouding de vorm en de energie van de boog veranderen, de vorming en de mechanische eigenschappen van de las verbeteren, het lasrendement verhogen en het spatten verminderen. Mengsels die tegenwoordig vaak worden gebruikt zijn onder andere:
1) Ar + He
De verhouding van deze inerte gassen is Ar+ (50%-70%) He. Het wordt gekenmerkt door stabiele boogverbranding, hogere boogtemperatuur, meer warmte verkregen door het lassen van onderdelen, en penetratiediepte, bijna tweemaal die van argon booglassen.
2) Ar + H₂
In het algemeen wordt ongeveer 5% H₂ toegevoegd. Waterstof heeft een groot warmtegeleidingsvermogen en reduceerbaarheid, die de boogtemperatuur kunnen verhogen en de ingangswarmte van het werkstuk kunnen vergroten. CO-poriën in lassen kunnen worden geëlimineerd en geremd bij het lassen van nikkel en zijn legeringen.
De kenmerken van de algemeen gebruikte beschermgassen
,
https://www.weldermetals.com/wp-content/uploads/2020/11/61.png350500LASMIDDELENhttps://www.weldermetals.com/wp-content/uploads/2020/10/LOGO1.jpgLASMIDDELEN2020-11-07 13:39:002022-05-02 14:30:11Beschermgas voor TIG-lassen
Roestvrij staalsoort TP310HCbN ook aangeduid als HR3Csteel, heeft een veel hogere sterkte dan conventioneel 310 roestvrij staal dat gebruik maakt van fijn gedispergeerd M23C6 en NbCrN, de 25Cr-20Ni chemische samenstelling biedt een veel betere weerstand tegen stoomoxidatie dan 18Cr-8Ni Austenitisch roestvrij staal. TP310HCbN Austenitisch hittebestendig staal wordt veel gebruikt in oververhitters en herverhitters met bedrijfstemperaturen hoger dan 620℃ in ultra-superkritische thermische ketelinstallaties. Deze zware omstandigheden vereisen dat het staal en de las voldoende weerstand hebben tegen hoge temperaturen, kruipsterkte, corrosiebestendigheid en weerstand tegen stoomoxidatie. In sommige gevallen, thermische scheurgevoeligheid van lassen, spanningscorrosiescheurgevoeligheid van verbinding en verouderende verbrossingstendens van verbinding komen vaak voor in het proces van bouw. Veel praktijk toont aan dat op nikkel gebaseerde Austeniet lasmaterialen zijn veel gebruikt in de techniek om TP310HCbN te lassen.
Lasbaarheid van 310HCbN(HR3C) staal
In termen van chemische samenstelling (zie onderstaande tabel), wordt HR3C staal gevormd door de inhoud van C te beperken en 0,20% ~ 0,60% sterke carbonitriding toe te voegen om Nb te vormen en 0,15% ~ 0,35% N. 25Cr-20Ni staal wordt versterkt door neerslag van Nb intermetallische verbinding NbCrN en Nb koolstof, stikstofverbinding en M23C6 carbiden. De mechanische eigenschappen van het staal bij kamertemperatuur, de treksterkte en vloeigrens zijn 750 MPa en 373 MPa respectievelijk, en de rek na breuk is 45%.
Volgens de testresultaten wordt bij gebruik van erNICR-3 draad de lasverbinding vaak gebroken in het lasmetaal; de lasverbindingen van Ernicrcomo-1 en ErnicRMO-3 breken vaak in het basismetaal. Daarom worden ERNICRMO-3 en ERNICRcomo-1 lasmaterialen aanbevolen.
Rangen
C
Cr
Ni
Nb
N
Si
Mn
P
S
HR3C basisstaal
≤0.1
12.0-27.0
17.0-23.0
0.2-0.6
0.15-0.35
≤1.5
≤2.00
≤0.03
≤0.03
ERNiCr-3
0.016
20.65
73.2
2.6
/
0.09
3.2
0.001
0.001
ERNiCrMo-3
0.01
21.8
64.8
/
/
0.06
0.02
0.006
0.006
ERN-CrCoMo-1
0.08
22
55
/
/
0.1
0.1
0.002
0.002
HR3C staal en de chemie van zijn lasmateriaal
In de prestaties op hoge temperatuur, als resultaat van het verouderingsproces op lange termijn tussen het uiterst kleine metaal NbCrN zeer langzame groeipercentage en M23C6-fasedispersie precipitaten (hebben goede organisatorische stabiliteit), die een goed versterkend effect hebben, en verschijnen schadelijke sigma en Cr2N-fasekans is klein, zodat heeft het HR3C-staal hoge hoge hoge temperatuur kruipbreuksterkte en hoge toelaatbare spanning. Tegelijkertijd, is het Cr-element gemakkelijk om met zuurstof op de oppervlakte van het materiaal te combineren om een Cr2O3 oxideoppervlakte te vormen, die de ononderbroken oxydatie van staal verhindert, zodat heeft het staal betere weerstand tegen stoomcorrosie op hoge temperatuur en weerstand tegen rookgascorrosie. Het is geschikt voor de eindpijpen van oververhitter en herverhitter delen van ultra-superkritische ketels met stoomparameters van 621℃ en 31MPa. De leveringstoestand van het staal is oplossing behandeling (1200℃ voor 30min), de microstructuur is Austenite matrix + fijne dispersie distributie van neergeslagen fase (M23C6, NbCrN, enz.). Dit betekent echter niet dat in alle gevallen bevredigende voegprestaties zullen worden bereikt. Uit het onderzoek blijkt dat de belangrijkste problemen bij de lasbaarheid van het staal zijn:
1. Gevoeligheid voor hete scheur.
De microstructuur van zuiver Austeniet heeft een grote neiging tot het vormen van lasscheuren, waaronder kristallisatiescheuren in het lasmetaal, liquefactiescheuren bij hoge temperatuur in de warmte-beïnvloede zone van het lassen of in de warmte-beïnvloede zone van de voorste doorgang in de achterste doorgang van meerlaags lassen, en brosse scheuren bij hoge temperatuur die in de HZZ worden gevormd onder spanning als gevolg van onvoldoende plasticiteit. Dit hangt af van het onzuiverheidsgehalte van het basismetaal en de samenstelling van het toevoegmetaal, met name zwavel en fosfor. Hoewel de neiging tot warmscheuren bij het lassen niet groot is vanwege het lage gehalte aan zwavel- en fosforonzuiverheden in de las en het basismetaal, kan de kristallisatiescheur vooral gemakkelijk ontstaan in het booggedeelte en de boogput van de las.
2. Spanningscorrosiescheurgevoeligheid van verbindingen.
Schade ongevallen veroorzaakt door spanningscorrosie zijn vaak gehoord voor de kolengestookte centrales. Het temperatuurbereik van Cr-Ni austenitisch staal dat het meest vatbaar is voor spanningscorrosie is 50 ~ 300℃, na het lassen van de verbinding aan de ketelverwarming gedurende de periode, is de gelaste verbinding vatbaar voor spanningscorrosiescheuren. De resultaten tonen aan dat het spanningscorrosiegedrag van HR3C staal lasverbindingen aanzienlijk toeneemt in NaCl oplossing, wat aangeeft dat Cl- een grote invloed heeft op de spanningscorrosiegevoeligheid van de verbindingen.
3. Verouderingsverbrozing van verbindingen.
Keteloververhitter- en herverhittingscomponenten van HR3C-staal kunnen werken bij temperaturen tot 650℃ of hoger, net binnen de precipitatietemperatuurzone van de austenitische intermetallische fasen zoals σ-fasen. Een kleine hoeveelheid σ-fase in de verbinding zal een scherpe daling van de kruipbreuksterkte en plasticiteit veroorzaken en het vroegtijdig falen van belangrijke onderdelen versnellen.
Samenvattend zijn de belangrijkste problemen van de lasbaarheid van 310HCbN-staal de gevoeligheid voor warmtescheuren van lasverbindingen en de gevoeligheid voor spanningscorrosiescheuren van lasverbindingen. Tegelijkertijd moet de verouderende verbrossingstendens van de verbinding niet worden genegeerd. Het selecteren van hoogwaardige en geschikte lasmaterialen en het optimaliseren van het lasproces zijn belangrijke technische middelen om de lasbaarheid van het staal te controleren en te verbeteren. Zijn lasbaarheid is gelijkwaardig aan TP347H, en de passende lastoevoegmaterialen zijn beschikbaar.
Techniek geval van 310HCbN staal lassen
Voorbeeld 1
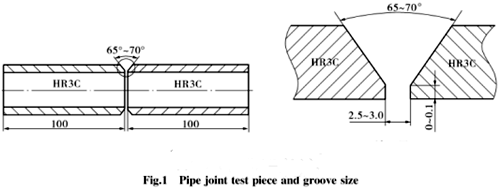
Er zijn 198 310HCbN stalen lasverbindingen op de eerste fase oververhitter en tweede fase oververhitter van een 1000MW ultra-superkritische thermische centrale, waaronder 66 eerste fase oververhitters met de specificatie φ48mm×9,5mm en 132 tweede fase oververhitters met de specificatie φ 60mm × 4,2mm. De pijpverbinding is een 65°V-groefstootverbinding, zoals aangegeven in de figuur. Met behulp van φ 2,4mm ERCrNI-3 op nikkel gebaseerde draad, strikte tussenlaagtemperatuur en lasprocesparameters. De lasverbinding passeerde met succes de verschijningsinspectie en de straleninspectie, en de laskwaliteit was 100% gekwalificeerd.
Voorbeeld 2
SA213-TP310HCbN-staal is gelast met nikkelbasisdraad ErNiCrCoMo-1. In het installatieproject van oven nr. 3 van een 2×660 MW ultra-superkritische eenheid werden de laatste oververhitter en de laatste overgang van de herverhitteruitlaat gemaakt van HR3C-staal, en de specificaties waren 47,6 mm × 9 mm, 41,3 mm × 8 mm, 52,2 mm × 5 mm, 63,5 mm × 7,3 mm. De pijpverbinding is een stootverbinding met een 60° tot 70° V-vormige groef (in totaal 1546 lasverbindingen, horizontale lasposities). Het zorgt niet alleen voor het beschermingseffect van het vullen van argon aan de wortel van de las, voorkomt het oxidatiefenomeen aan de wortel, maar elimineert ook het concave defect van de lasverbindingen aan de wortel, en zorgt voor een goede vorming. De verbinding werd getest door 100%RT, en het eerste passeertarief bereikte 98,6%.
Voorbeeld 3
Thermanit 617 en YTHR3C draadlasverbindingen werden getest op hoge temperatuur en korte tijd sterkte van HR3C staal. YT-HR3C lasmateriaal wordt geproduceerd door Nippon Steel Sumitomo Welding Industry Co, LTD, dat duur is en geïmporteerd moet worden. Twee soorten lasdraad (YTHR3C en Thermanit 617) lasverbindingsmonsters werden onderworpen aan een kortstondige sterktetest bij hoge temperatuur (550℃, 600℃, 625℃, 650℃). Uit de resultaten blijkt dat de kortstondige sterkte van de lasverbinding met de nikkelbasislegering Thermanit 617 hoger is dan die van YT-HR3C, en dat de trekbreuk van eerstgenoemd proefstuk zich in het gebied van het basismetaal bevindt, terwijl die van laatstgenoemd proefstuk zich in de las bevindt.
https://www.weldermetals.com/wp-content/uploads/2020/10/LOGO1.jpg00LASMIDDELENhttps://www.weldermetals.com/wp-content/uploads/2020/10/LOGO1.jpgLASMIDDELEN2020-08-01 03:11:002022-05-02 14:30:12Hoe TP310HCbN(HR3C) staal te lassen?