Onder aardgastransportleiding wordt verstaan de pijpleiding die aardgas (inclusief geassocieerd gas uit olievelden) vervoert van het exploitatieterrein of de behandelingsinstallatie naar het stadsgasdistributiecentrum of de gebruikers. Dit document introduceert het lasproces van een gaspijpleiding transportproject, waarvan de ontwerpdruk 6,3Mpa is, API 5L X60 LSAW stalen pijp met een buitendiameter van 508 ×11,1mm, en de totale lengte is 10km. Het lasproces is hoofdzakelijk semi-automatisch lassen, en het handbooglassen het neerwaartse lassen wordt gebruikt in sommige delen. Het document met inbegrip van de selectie van materialen, lassenopeenvolging en groefvormen, het inspecteren aan de lassencontrole voor het lassen van de gas het vervoeren pijpleiding.
Lasmateriaal
Volgens de ontwerpvereisten van het project: AWS E6010 cellulose elektrode wordt gebruikt voor handmatig booglassen, AWS E8010 elektrode wordt gebruikt voor vullen en AWS E8018G lage waterstof elektrode wordt gebruikt voor afdekken. AWS E6010 lasdraad wordt gebruikt voor semi-automatisch lassen, en E71T8-NI1 of E71T8-K6 gevulde draad wordt gebruikt voor vullen en afdekken. De gekozen elektrode moet voldoen aan AWS A5.1 en A5.5, en de draad aan AWS A5.29.
Lasapparatuur
Er wordt een gelijkstroombooglasapparaat of een halfautomatisch lasapparaat gebruikt in overeenstemming met de eisen voor het lasmateriaal en de constructievoorwaarden.
De lasprocedures
Dit document introduceert het neerwaartse lasproces van het achterafdichtinglassen van de aardgaspijpleiding. Alle lagen van het basislassen worden voltooid door handmatig neerwaarts lassen, en gasbeschermd lassen wordt gebruikt voor hittelassen, vullassen en deklassen. Het lasproces van het neerwaarts lassen omvat het monteren van de pijp → pigging slijpen → groepskoppeling → lassen.
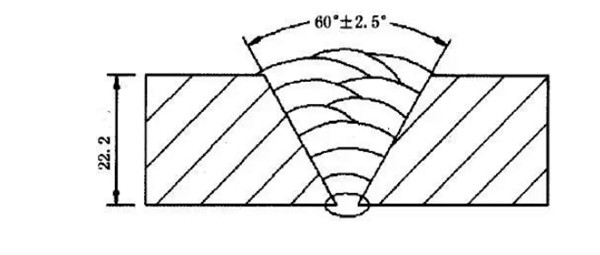
- Voorbereiding voor het lassen. Vóór het lassen van de pijp, verwijder onzuiverheden in de pijp en olievlekken, roest en andere onzuiverheden op de oppervlakken aan beide uiteinden van de groef, en polijst ze binnen het bereik van 10mm aan beide zijden van de pijpmond om metaalglans bloot te leggen en de groef te beschermen. Voor de anti-zwavel aardgaspijpleiding, wordt de lasverbinding over het algemeen ingesteld als V-vormig, de Hoek van de groef is 600±2.50, de stompe rand is tussen 0 en 0.5mm, en de groefspleet is tussen 3.0 en 4.5mm.
- Montage en positioneringslassen. De pijpassemblage en het positioneringslassen zijn de sleutel om de kwaliteit van onderaan lassen en goede vorming van pijpverbinding terug te verzekeren. Het positielassen is een deel van de formele las, het beste is enig-zij lassen het dubbele zij vormen en om de lassenkwaliteit te verzekeren. De interne klem kan worden gebruikt om de pas van het wortellassen in één keer te voltooien, en dan kan de klem na het wortellassen worden verwijderd. 6~7 positioneringslassen worden gelijkmatig verdeeld over de gehele omtrek van de laspoort met de externe klem. De totale laslengte mag niet minder zijn dan 50% van de omtrek van de pijp voordat de externe klem wordt verwijderd.
- De externe klem moet de snijtekens op het oppervlak van de groef verwijderen. De verticale afwijking tussen het snijvlak en de middellijn van de pijp moet minder dan 1,5 mm bedragen. De grootte van de groef is weergegeven in onderstaande figuur.
- Wanneer twee pijpen met dezelfde wanddikte worden gelast, moet de hoeveelheid verspringende randen aan de eisen voldoen. Bij het verbinden met pijpen met verschillende wanddiktes en dezelfde buitendiameter, mag het bedrag van de interface verkeerde kant niet meer dan 10% van de dunne wanddikte, en mag niet groter zijn dan 1mm; De wanddikte verschil is minder dan 1mm kan direct worden gelast; De wanddikte verschil moet minder dan of gelijk aan 30% van de dunne wanddikte, en de verwerking van de pijp einde van de dikke muur pijp moet ervoor zorgen dat de interface rand mismatch niet meer dan 10% van de dunne wanddikte. De gezamenlijke las van twee pijpen moet meer dan 100mm verspringen, en de krommingsstraal van het elastisch leggen van pijpen moet groter zijn dan 1000D.
- Het principe is dun-laag multi-pass lassen, zouden de onzuiverheden zoals slakken en spatten tussen lagen moeten worden verwijderd, en de strikte verschijningsinspectie zou moeten worden uitgevoerd. Na bevestiging dat er geen defect is, kan de volgende laag van het lassen worden uitgevoerd.De boog begin- of boog sluitpunten van elke laag van laspas zijn gespreid door 20~ 30mm, en de boog begin- en boog sluitpunten van het grondlassen moeten zorgen voor penetratie, ongelijk gestort metaal in de laspas moet worden gepolijst na het grondlassen om slakinsluiting te voorkomen. Heet laswerk moet zo snel mogelijk na het grondlassen worden uitgevoerd. Het interval tussen het grondlassen en het warmlassen mag niet meer dan 5 minuten bedragen.
- Lasslakken en lasspatten op het oppervlak van de las moeten tijdig na het lassen worden verwijderd en de kwaliteit van het oppervlak moet zorgvuldig worden gecontroleerd. Het oppervlak mag geen scheuren, geen versmelting, porositeit, slakinsluiting en andere gebreken vertonen.
- Niet-destructief testen.100% X-ray en ultrasone inspectie moet worden uitgevoerd voor het gehele lasproces na het lassen. Nadat de test is gekwalificeerd, kan de warmtebehandeling na het lassen worden uitgevoerd. Na de warmtebehandeling moet op de lasverbinding een 10% steekproefsgewijze ultrasone test worden uitgevoerd. Indien tijdens de inspectie scheuren en andere verschijnselen in de las worden aangetroffen, is voor dit onderdeel slechts één reparatie toegestaan.
Lasparameters
| Lasdraad | Proces | Lasmateriaal | Diameter | Polariteit | lasrichting | lasstroom, A | Boogspanning, V | Voedingssnelheid, in/mm | Lassnelheid, cm/min |
| Wortel lassen | GMAW | E80C-Ni | 1.2mm | Omgekeerd | Naar beneden | 140-180 | 14-18 | 150-180 | 18-35 |
| Hot-tie lassen | FCAW-S | E818T-Ni2J
E818T-G E551T8-K2 |
2.0mm | Ontvangen | Naar beneden | 160-260 | 18-24 | 80-100 | 18-30 |
| Vullassen | FCAW-S | E818T-Ni2J
E818T-G E551T8-K2 |
2.0mm | Ontvangen | Naar beneden | 170-280 | 18-24 | 80-120 | 16-28 |
| Dekkingslas | FCAW-S | E818T-Ni2J
E818T-G E551T8-K2 |
2.0mm | Ontvangen | Naar beneden | 160-240 | 18-24 | 80-100 | 16-24 |
De lasprocedurekwalificatie, lasprocedure, test en inspectie, en lasprocedureparameters moeten worden vastgesteld voordat neerwaarts lassen wordt toegepast.
- Gelaste verbindingen: Lasverbindingen zijn gevoelig voor defecten bij pijplassen. De slak moet worden verwijderd uit de boogkrater, de boog moet worden ontstoken op de top van de krater, de boogkrater moet lichtjes worden gestopt en zachtjes worden gezwaaid tot hij gevuld is, en dan lassen met de normale lassnelheid.
- Lassnelheid: de lassnelheid moet worden bepaald aan de hand van de diameter en de wanddikte van de pijp. Als de lassnelheid klein is, zal het smeltbad naar beneden stromen, en zullen poreusheid en slakinsluiting worden geproduceerd. Te snel lassen zal het vullen van de laspassage tot gevolg hebben.
- Vulkraallassen: bij het lassen van vulkraallassen wordt meestal de draadaanvoermethode van het richten gebruikt. Buizen met een grote wanddikte kunnen in een rij worden gelast om een bredere groef te vullen. Het directe draadtransport is gemakkelijk te bedienen en kan goede laskwaliteit en mechanische eigenschappen verkrijgen. Het is ook mogelijk om de randen van de lasrups te smelten met een lichte wiebel bij het draadtransport.
- Dekraallassen: bij dekraallassen moet de lasverbinding verspringen met de vullasverbinding. Voor het deklassen moet de hoogte van de vullas tot het buisoppervlak minder dan 1,5 mm bedragen.
