Co to jest spawanie K-TIG?
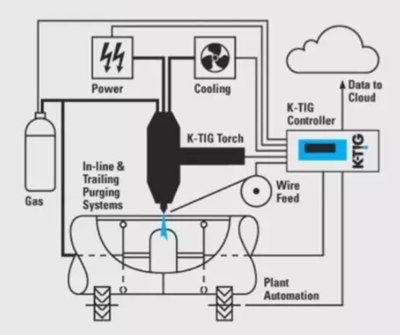
Keyhole TIG welding, K-TIG for Short, jest nową technologią spawania TIG o wysokim natężeniu prądu, opracowaną przez australijską firmę CSIRO w 2000 roku. Technologia spawania K-TIG to szybki jednostronny proces spawania z pełną penetracją, który nie wymaga użycia drutu, żłobienia ani profesjonalnych operatorów, ale może spawać metal o grubości do 16 mm i 100 razy szybciej niż konwencjonalne spawanie TIG.
Spawanie K-TIG opiera się na tradycyjnym spawaniu TIG poprzez duży prąd (> 300A), aby utworzyć duże ciśnienie łuku i napięcie powierzchniowe ciekłego metalu w basenie spawalniczym, aby osiągnąć względną równowagę, tworząc otwór, aby osiągnąć głębokie spawanie. Stabilny proces spawania, piękne formowanie spawania, mikrostruktura spoiny i właściwości mechaniczne są lepsze niż spawanie TIG, jest to wysoka wydajność, wysoka prędkość, tania metoda spawania. Średnica elektrody wolframowej jest większa niż 6mm (powszechnie stosowana średnica to 6,3-6,5mm, kąt końca to 60o), prąd spawania wynosi do 600~650A, napięcie łuku to 16~20V, pod działaniem tak wysokich parametrów specyfikacji, elektromagnetyczny skurcz łuku jest znacznie poprawiony, pokazując prostoliniowość łuku, siłę łuku i zdolność penetracji są znacznie zwiększone.
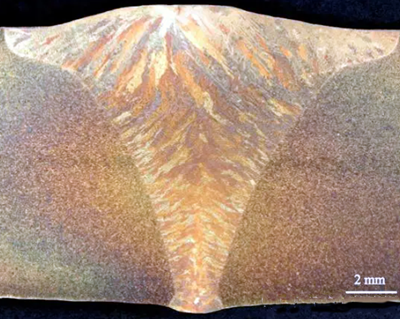
W spawaniu, łuk "tonie" głęboko w metalu bazowym, zmuszając stopiony metal wokół stopionego basenu do tworzenia dziurek kluczowych. Jeśli ciśnienie łuku, siła reakcji pary metalu na bocznej ścianie otworu, napięcie powierzchniowe ciekłego metalu i ciśnienie wewnątrz ciekłego metalu osiągną dynamiczną równowagę, otwór będzie istniał stabilnie. W miarę postępu łuku, metal jeziorka jest topiony za łukiem i chłodzony, tworząc spoinę, podobnie jak w przypadku plazmowej metody spawania "dziurki od klucza".
| Nie. | Pozycja | SAW | TIG | PLASMA | A-TIG |
| 1 | Spawanie jednostronne Spawanie dwustronne Formowanie | Nie | Tak | Tak | Tak |
| 2 | Maksymalna głębokość fuzji | 20 mm | 3 mm | 10 mm | 16 mm |
| 3 | Rowek do płyt średnich i grubych | Nie | Tak | Nie | Nie |
| 4 | Płyta średnia i gruba po uformowaniu | Nie | Nie | Tak | Tak |
| 5 | Jakość wyglądu | Dobra | Dobra | Niedobrze | Dobra |
| 6 | Luz osiowy spawalniczy | ≤2 | ≤2 | ≤0.5 | ≤2 |
| 7 | Materiały spawalnicze | Potrzebny drut spawalniczy i topnik | Potrzeba więcej przewodów | Potrzebny gaz plazmowy | Potrzeba mniejszej ilości przewodów |
| 8 | Maksymalna prędkość spawania | 400mm/min | 200mm/min | 500mm/min | 1000mm/min |
| 9 | Uszkodzenia związane z inicjacją/ zamknięciem łuku | Tak | Nie | Tak | Nie |
| 10 | Wskaźnik obciążenia znamionowego | 60% | 60% | 60% | 100% |
Cechy charakterystyczne spawania K-TIG
- Automatyczne spawanie, prosta obsługa, brak wypełnienia drutu spawalniczego, cały proces to jednokierunkowe spawanie z pełną penetracją.
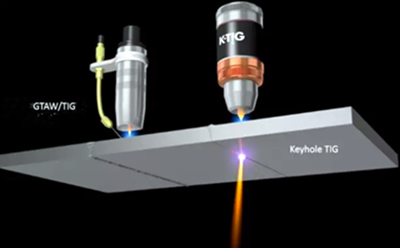
- Wysoka wydajność, niskie zużycie energii, szybka prędkość spawania, prędkość jest większa niż 5-10 razy od zwykłego TIG/GTAW. Pozwala wadom spawalniczym tworzyć wysoce stabilne, samokorygujące się otwory spawalnicze o pełnej penetracji w różnych metalach specjalnych. Prześwit części spawanych może wynosić do 2 mm.
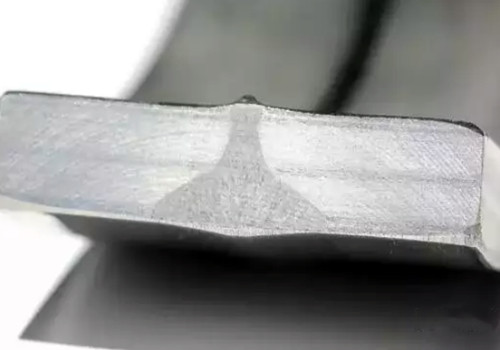
- Płyta metalowa o średniej grubości może realizować jednostronne spawanie i dwustronne formowanie bez otwierania rowków, z pięknym szwem spawalniczym, małym odkształceniem i brakiem czyszczenia korzeni na plecach.
- Może spawać węglową stal stopową, stal nierdzewną, stop tytanu, stop na bazie niklu, stop kobaltu i materiały cyrkonowe, szczególnie dla dużej średnicy austenitycznej stali nierdzewnej. K-TIG spawanie łukiem argonowym w głębokiej penetracji w 16mm tytan, 14mm cyrkon, 13mm austenityczny stal nierdzewna, Hastelloy, niklowo-chromowy i różne stopy niklowo-kobaltowe i 9mm materiały przewodzące (takie jak stal ferrytyczna i stal węglowa), aby osiągnąć jednostronne spawanie dwustronne formowanie. Gdy prędkość spawania wynosi 250-300mm/min, może spawać przez stal nierdzewną poniżej 14mm w czasie.

