K-TIG kaynağı nedir?
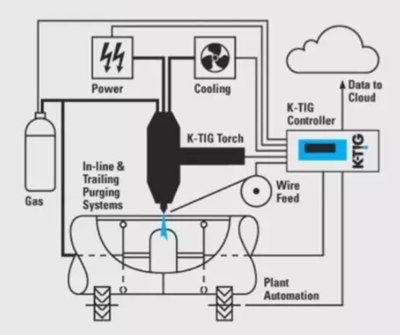
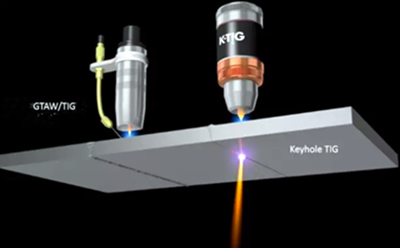
Anahtar deliği TIG kaynağı, kısaca K-TIG, 2000 yılında Avustralya CSIRO şirketi tarafından geliştirilen yeni bir yüksek akım TIG kaynak teknolojisidir. K-TIG kaynak teknolojisi, tel, oluk veya profesyonel operatör gerektirmeyen, ancak 16 mm kalınlığa kadar metal kaynağı yapabilen ve geleneksel TIG kaynağından 100 kat daha hızlı olan yüksek hızlı tek taraflı tam nüfuziyetli bir kaynak işlemidir.
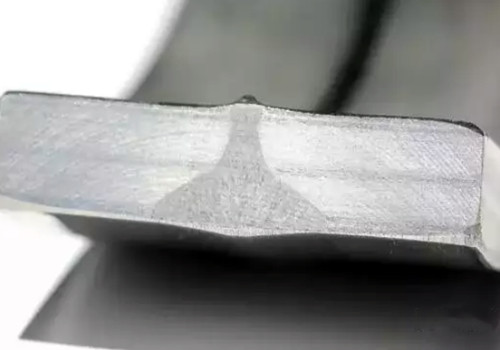
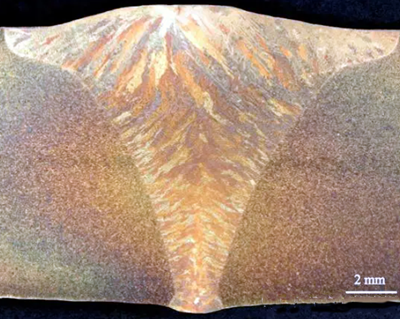
K-TIG kaynağı, büyük bir ark basıncı oluşturmak için büyük akım (> 300A) yoluyla geleneksel TIG kaynağına ve göreceli bir denge elde etmek için kaynak havuzu sıvı metal yüzey gerilimine dayanır ve derin kaynak elde etmek için bir delik oluşturur. Kararlı kaynak işlemi, güzel kaynak şekillendirme, kaynak mikroyapısı ve mekanik özellikler TIG kaynağından daha iyidir, yüksek verimli, yüksek hızlı, düşük maliyetli bir kaynak yöntemidir. Tungsten elektrot çapı 6 mm'den büyüktür (yaygın olarak kullanılan çap 6,3-6,5 mm'dir, uç açısı 60o'dur), kaynak akımı 600 ~ 650A'ya kadar, ark voltajı 16 ~ 20V'dur, böyle bir yüksek spesifikasyon parametrelerinin etkisi altında, arkın elektromanyetik büzülmesi büyük ölçüde iyileştirilir, ark düzlüğü, ark kuvveti ve penetrasyon kabiliyeti önemli ölçüde artar.
Kaynakta ark, ana metale derinlemesine "batar" ve erimiş metali erimiş havuzun etrafında anahtar delikleri oluşturmaya zorlar. Ark basıncı, metal buharının anahtar deliğinin yan duvarındaki reaksiyon kuvveti, sıvı metalin yüzey gerilimi ve sıvı metalin içindeki basınç dinamik bir dengeye ulaşırsa, anahtar deliği istikrarlı bir şekilde var olacaktır. Ark ilerledikçe, havuz metali arkın arkasında kaynaşır ve plazma "anahtar deliği" kaynak yöntemine benzer şekilde bir kaynak oluşturmak için soğutulur.
| Hayır. | Öğe | SAW | TIG | PLAZMA | A-TIG |
| 1 | Tek Taraflı Kaynak Her İki Tarafın Oluşumu | Hayır | Evet | Evet | Evet |
| 2 | Maksimum füzyon derinliği | 20mm | 3mm | 10mm | 16mm |
| 3 | Orta ve kalın plaka oluğu | Hayır | Evet | Hayır | Hayır |
| 4 | Orta ve kalın levha bir kez oluşturulduktan sonra | Hayır | Hayır | Evet | Evet |
| 5 | Görünüm kalitesi | İyi | İyi | İyi değil | İyi |
| 6 | Kaynak hizalama açıklığı | ≤2 | ≤2 | ≤0.5 | ≤2 |
| 7 | Kaynak Sarf Malzemeleri | Kaynak teli ve akıya ihtiyaç var | Daha fazla kablo lazım | Plazma gazına ihtiyaç var | Daha az kablo gerekir |
| 8 | Maksimum kaynak hızı | 400 mm/dak | 200 mm/dak | 500 mm/dak | 1000 mm/dak |
| 9 | Ark başlatma/kapanma kusurları | Evet | Hayır | Evet | Hayır |
| 10 | Nominal yük oranı | 60% | 60% | 60% | 100% |
K-TIG kaynağının özellikleri
- Otomatik kaynak, basit kullanım, kaynak teli dolumu yok, tüm süreç tek yönlü tam penetrasyon kaynağıdır.
- Yüksek verimlilik, düşük enerji tüketimi, hızlı kaynak hızı, hız sıradan TIG / GTAW'ın 5-10 katından fazladır. Kaynak kusurlarının çeşitli özel metallerde son derece kararlı, kendi kendini düzelten tam penetrasyonlu kaynak delikleri oluşturmasını sağlar. Kaynak parçalarının açıklığı 2 mm'ye kadar olabilir.
- Orta kalınlıktaki metal plaka, güzel kaynak dikişi, küçük deformasyon ve arkada kök temizliği olmadan oluk açmadan tek taraflı kaynak ve çift taraflı şekillendirme gerçekleştirebilir.
- Karbon alaşımlı çelik, paslanmaz çelik, titanyum alaşımı, nikel bazlı alaşım, kobalt alaşımı ve zirkonyum malzemeleri, özellikle büyük çaplı Östenitik paslanmaz çelik için kaynak yapabilir. 16mm'de K-TIG derin nüfuziyetli argon ark kaynağı titanyum, 14mm zirkonyum, 13mm Östenitik paslanmaz çelikHastelloy, nikel-krom ve çeşitli nikel-kobalt alaşımları ve 9mm iletken malzemeler (Ferritik çelik ve karbon çeliği gibi) tek taraflı kaynak çift taraflı şekillendirme elde etmek için. Kaynak hızı 250-300 mm / dak olduğunda, bir seferde 14 mm'nin altındaki paslanmaz çelikten kaynak yapabilir.

