Gaz korumalı kaynak, inert gaz korumalı kaynak (TIG ve MIG kaynağı), aktif gaz korumalı kaynak (MAG kaynağı) ve kendinden korumalı kaynak olarak ikiye ayrılabilir. İnert gaz argon veya helyum olabilir. Açıkçası, argon daha ucuz fiyatı nedeniyle daha yaygın olarak kullanılmaktadır, bu nedenle inert gaz korumalı metal ark kaynağı argon ark kaynağı olarak da bilinir. Tungsten inert gaz kaynağı, elektrot malzemesi olarak tungsten veya tungsten alaşımının kullanıldığı ve elektrot ile ana malzeme arasında oluşan arkın ana malzemeyi eritmek ve inert gazın koruması altında teli doldurmak için kullanıldığı bir kaynak işlemidir.
TIG KAYNAK
Gaz Ark Kaynağı (GTAW) olarak da bilinen TIG, inert gaz koruması altında Tungsten elektrot ile ana metal arasında Ark oluşturma yöntemidir, böylece ana metal ve kaynak teli malzemesi eritilebilir ve ardından kaynak yapılabilir. DC TIG kaynağı ve AC TIG kaynağını içerir.
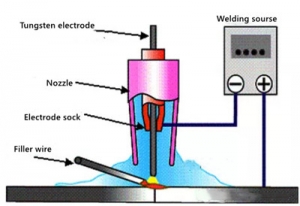
DC TIG kaynağı, kaynak güç kaynağı olarak son derece negatif güç ve pozitif temel malzeme ile bir DC ark kaynağı güç kaynağı alır. Esas olarak paslanmaz çelik, titanyum, bakır ve bakır alaşımının kaynağı için kullanılır. AC TIG kaynağının kaynak güç kaynağı AC arkındandır ve ana malzemenin anot ve katodu değişmiştir. EP polarite elektrot aşırı ısınması, esas olarak alüminyum, magnezyum ve başka bir alaşım kaynağı için kullanılan temel malzeme yüzey oksit tabakasını kaldırabilir.
TIG (GTAW) kaynak işlemi yapılırken, kaynakçı bir elinde kaynak tabancası ve elinde kaynak teli olabilir, küçük ölçekli çalışma ve manuel kaynak onarımı için uygundur. TIG neredeyse tüm endüstriyel metallere kaynak yapılabilir, iyi kaynak şekli sunar, daha az cüruf ve toz ince ve kalın çelik levhalarda yaygın olarak kullanılabilir.
MIG KAYNAK
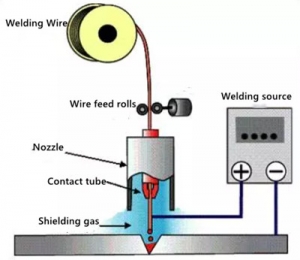 MIG (Metal Inert Gaz Kaynağı), tüketen elektrot (Kaynak teli) ile ana metal arasında bir ark oluşturan, çevresini argon, helyum Gazı ve diğer koruyucu gazlarla kapatan ve ana metal ile kaynak telini eriten bir Kaynak yöntemidir. Yarı otomatik kaynakta ve kaynakçının el torcunun otomatik kaynağında yaygın olarak kullanılır. MIG yöntemi esas olarak alüminyum kaynağı için kullanılır ve genellikle darbe kontrollüdür. Darbeli MIG kaynağı, jet geçişi yoluyla çok küçük sıçrama sağlayabilir ve iyi bir görünüme sahip düz, balık pulu şeklinde kaynak elde edilebilir. Darbesiz MAG/MIG kaynağı ile karşılaştırıldığında, daha kalın tel de jet geçişini sağlayabilir, böylece tel besleme performansı iyileştirilebilir ve ince levha kaynağında tel maliyeti azaltılabilir.
MIG (Metal Inert Gaz Kaynağı), tüketen elektrot (Kaynak teli) ile ana metal arasında bir ark oluşturan, çevresini argon, helyum Gazı ve diğer koruyucu gazlarla kapatan ve ana metal ile kaynak telini eriten bir Kaynak yöntemidir. Yarı otomatik kaynakta ve kaynakçının el torcunun otomatik kaynağında yaygın olarak kullanılır. MIG yöntemi esas olarak alüminyum kaynağı için kullanılır ve genellikle darbe kontrollüdür. Darbeli MIG kaynağı, jet geçişi yoluyla çok küçük sıçrama sağlayabilir ve iyi bir görünüme sahip düz, balık pulu şeklinde kaynak elde edilebilir. Darbesiz MAG/MIG kaynağı ile karşılaştırıldığında, daha kalın tel de jet geçişini sağlayabilir, böylece tel besleme performansı iyileştirilebilir ve ince levha kaynağında tel maliyeti azaltılabilir.
MAG KAYNAK
MAG (Metal Aktif Gaz) Kaynağı, CO₂ veya argon ve CO₂ veya oksijen karışımı (bir Aktif Gaz) kullanır. CO₂ gazının kaynağı bazen CO₂ ark kaynağı olarak adlandırılır. MIG ve MAG kaynak ekipmanları, torçtan otomatik bir tel besleyici ile beslenebilmeleri ve manuel kaynaktan bahsetmemekle birlikte otomatik kaynak için uygun olmaları bakımından benzerdir. Aralarındaki temel fark koruyucu gazda yatmaktadır, ilki genellikle demir dışı metallerin kaynağı için uygun olan saf argon gazı ile korunmaktadır; MAG kaynağı esas olarak CO₂ gazı veya argon karışımlı CO₂ aktif gaz, yani Ar + 2%O₂ veya Ar + 5%CO₂ kullanır, yüksek mukavemetli çelik ve yüksek alaşımlı çeliğin kaynağı için uygundur. CO₂ kaynağının proses performansını iyileştirmek için CO₂+Ar veya CO₂+Ar+O₂ karışık gaz veya özlü tel de kullanılabilir. MAG kaynağı, hızlı kaynak hızı, yüksek ark başlatma verimliliği, derin havuz, yüksek biriktirme verimliliği, iyi görünüm, kolay kullanım, yüksek hızlı darbeli MIG (GMAW) kaynağı için uygun olması ile karakterize edilir.

